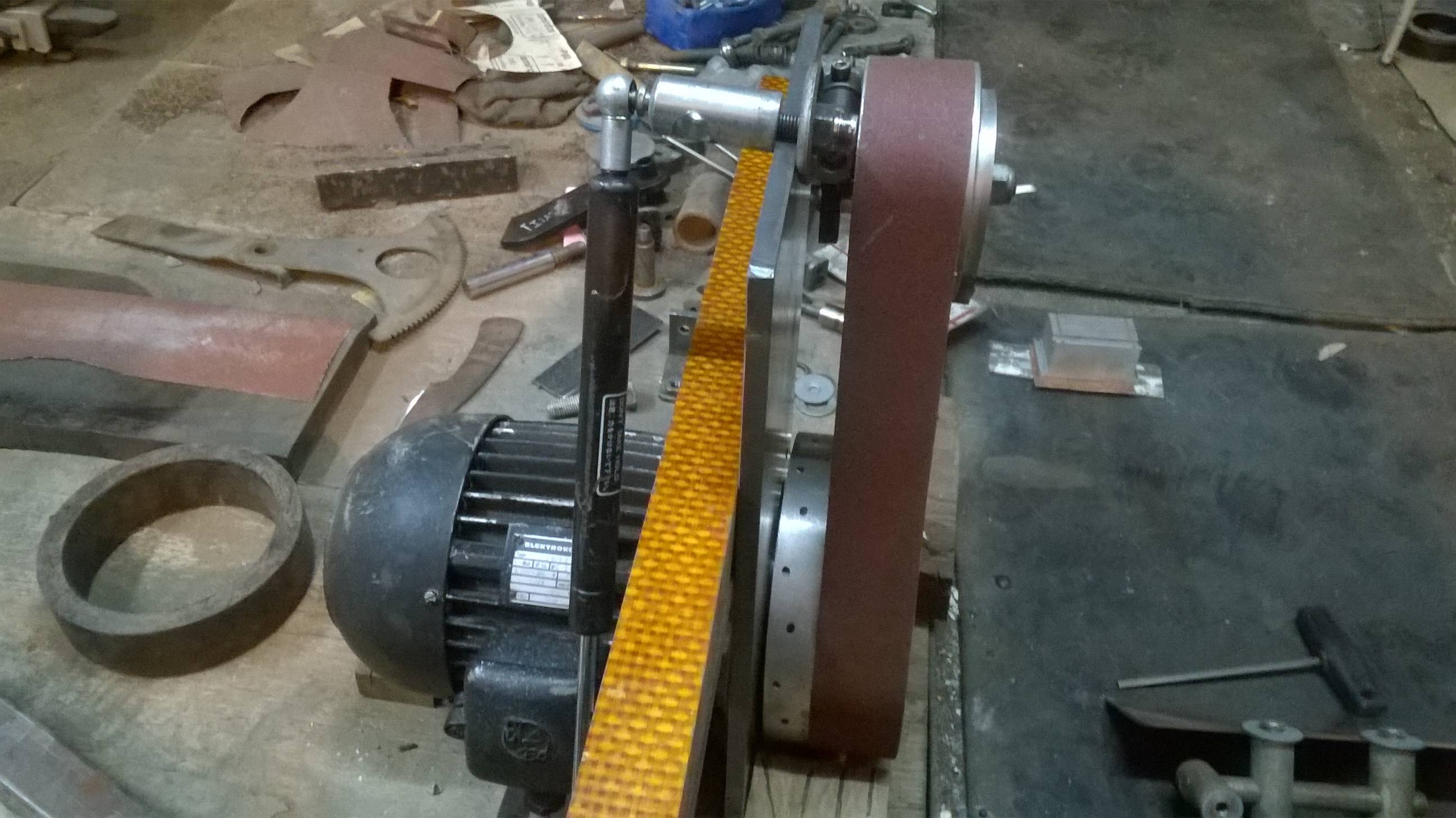
On Monday I will pick up a finished sheet /plasma cut/ for my /for now/ two wheel grinder . .Everything else is ready and I hope I'll let it run the same day. In the future I intend to upgrade this belt grinder to be like on drawing I made . On left side large wheel on right side normal two wheel suport . I need only to change the direction of rotation and mount belt .Same tracking and tension wheel for both side . What do you think guys ?




")