- Joined
- Oct 18, 2021
- Messages
- 50
So I've finally bagged a HT oven to replace my old blowtorch setup:

It's not the standard deep Evenheat design, instead as you can see it opens length ways.
I bought it because it was less than half the price of a Paragon or Evenheat, also the chamber is quite large 20x20x40cm (8"x 8"x 15") and my wife wanted a small kiln to get back into ceramics.
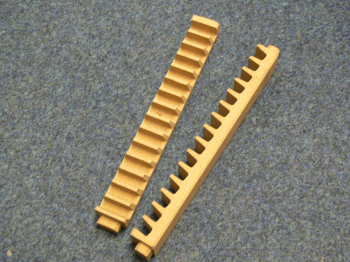
The question I have is how best to align the blades when HTing. In a standard knife HT oven you line them up in between small posts/rods and the blade only touches at the spine (which I understand is essentially the least important part of the blade to HT)
Like this:

1. Given that I need to remove the (1095) blades and quench quite quickly, I was thinking of laying the blade flat with the blade running left to right like a shelf on a couple of small firebrick pieces, so I can grab it with blacksmith tongs as soon as the door opens. If I stand it up on it's spine left to right it's going to be really tricky to grab the steel with the tongs, especially with the heat rapidly escaping.
Do you foresee any issues with part of the blade lying flat on and being in contact with a brick? Might it create a weak hot/cold spot?? This isn't something that I can test to get the answer.
2. Given the 855c/1571f temperatures, so you think that the steel might sag or warp if not supported fully across it's length?
I could run some test but 1095 is pretty expensive in the UK and I thought some of you might have experience!!
Jim
It's not the standard deep Evenheat design, instead as you can see it opens length ways.
I bought it because it was less than half the price of a Paragon or Evenheat, also the chamber is quite large 20x20x40cm (8"x 8"x 15") and my wife wanted a small kiln to get back into ceramics.
The question I have is how best to align the blades when HTing. In a standard knife HT oven you line them up in between small posts/rods and the blade only touches at the spine (which I understand is essentially the least important part of the blade to HT)
Like this:
1. Given that I need to remove the (1095) blades and quench quite quickly, I was thinking of laying the blade flat with the blade running left to right like a shelf on a couple of small firebrick pieces, so I can grab it with blacksmith tongs as soon as the door opens. If I stand it up on it's spine left to right it's going to be really tricky to grab the steel with the tongs, especially with the heat rapidly escaping.
Do you foresee any issues with part of the blade lying flat on and being in contact with a brick? Might it create a weak hot/cold spot?? This isn't something that I can test to get the answer.
2. Given the 855c/1571f temperatures, so you think that the steel might sag or warp if not supported fully across it's length?
I could run some test but 1095 is pretty expensive in the UK and I thought some of you might have experience!!
Jim

")