Square_peg,i think that your process is sensible,and sound in principle.
But,if i may,i'd like to add to this some elements that in my opinion someone doing this for the first time needs to know:
Normalising.
After ANY thermal cycling(or just for good luck),one is better off doing 3 Normalising cycles.It NEEDS to happen as it Minimises the Grain Size.(Very important,for it multiplies the number,and the surface area,of bonds between the individual Grains.Incresing Toughness of the hardened alloy.Given the incorrect(overly large)grain-size,the properly quenched and tempered alloy will still be very brittle,prone to chipping,and cracking).
To Normalise,the axe-head is brought to the Transformation (or Austenising)Temperature*,and then just a touch higher.
Then the forging is taken out of the fire,and is allowed to cool in Still Air(no waving or messing with it in any way).Till ALL Visible heat is gone(won't take very long).
Now again,to just the TT,and ditto,still air cooling.
And the third time,maybe just a smidgeon under TT.And ditto.
Only now you're ready to quench.(But,hey,great practice heating your axe!
")
Quenching:Bring the axe to TT(you know exactly where it's at by now).Hold it at TT for 1,to maybe 1 1/2 minutes...No more!!!As now you're Un-doing what the Normalising has achieved-growing the grain-size out to possibly unacceptable**.
(Right here we're off any firm ground:All alloys have different requirement as to this timing.Some,like O1, need 30 min. at heat...We don't know what this axe is,and so assume that it's plain-ish carbon steel...But obviously nothing is certain from this point,or even before...Them's the brakes).
OK,you've hardened the head.I'd do self-tempering while tou're at it,but won't go into it to make this post more brief(and hopefully to the point).
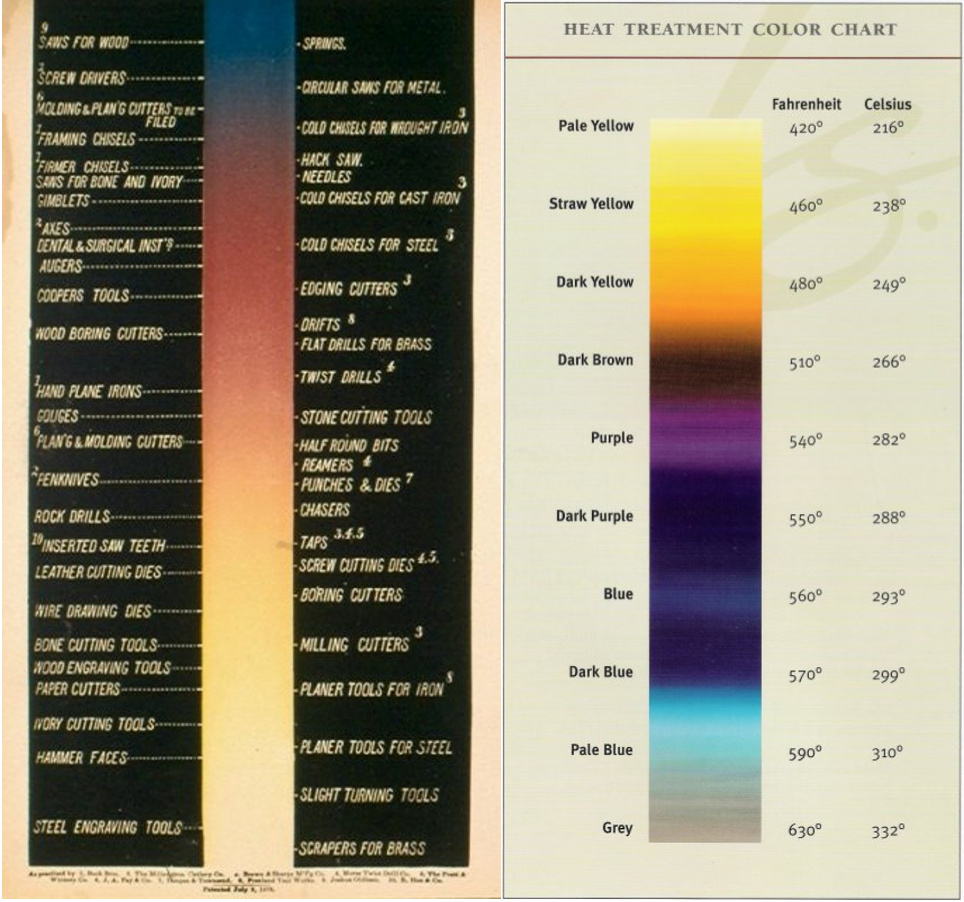
Tempering as above i could also add to,but again,won't.Just one point:The "Tempering",or the "Oxidation" colors are a film of oxides that break the visible light.What makes for the different colors is the Thickness of said film.Therefore,multiplied by Time(and a good thing to do is Two tempering cycles,say 2 hours each(or even 1 hour),with cooling to room T in between).So that the film grows overtime,making you think that you reached say,550,where in actuality-you haven't...).
* The Transformation Temperature is different for each and every alloy.Some have it close to Non-Magnetic,some-not,usually Non-Mag is below TT.
So,speaking Very rudely,heat to non-mag and Then SOME,a "few deg.more"
(And if you REALLY Care,look up "Decalescence",or "Recalescence",and try to learn to see them...that'd be very commendable).
**Proper grain-size for tools and other,tough(hopefully),durable things is Invisible with the naked eye.
Break an old file,and you'll see a Gray,"velvety"-looking surface(the minute crystalline grains break the light,thus-unreflective velvet).
If you can actually distinguish the indiv.crystalls,it's too coarse....(we won't go there,but the grain is designated nominally by "grit" number,measured in microns,et c.,as in it's not a joke,or an old wife's tale!!!
All the very best of luck,respect,and do save them nice old axes!Right on!