- Joined
- Sep 21, 2012
- Messages
- 718
This thread will be my brain dump for the hundreds of knife projects I work on. I'll add projects when I have time to update the thread rather than starting new ones. Check back in if you like what you see ")
This will be the home thread of #WhiskeyPickleKnife events.
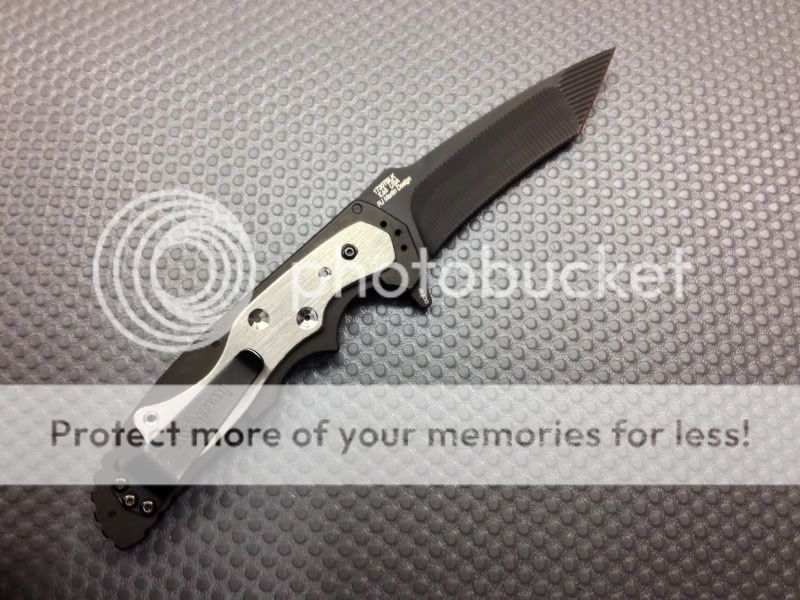
1- Zero Tolerance 0561- Custom g10 scale and polished hardware & clip



Process pics:


Brous Silent Soldier Flipper - Late Lockup/ Lock Rock. This one needed a new stop pin tuned to fix it proper and safe.
Before:

Turning the new pin .009 larger than existing


And the very pleasant, perfect lockup result

Titanium Heat Anodizing and texture with @metalevon:



Blasting and Polishing:

More G10 Work - pink grips on Sig P238

And some more machining - Milling slide on Ruger SR9c

Kershaw Groove Ti minimalist scales (these are intended for a buddy's standard steel Groove, not my black Tanto)

Boker Kwaiken flipper mod

Benchmade Gravitator 425bk stonewash

Much more to come!
And the future- First custom design






A high-tech Sandvik wharncliffe Ti flipper on hardened 440c captured bearings with a roller detent.
11/26/13- now made of paper!
12/9/13- it flips!
12/13/13- made a separate WIP thread - http://www.bladeforums.com/forums/s...t-WIP-Ball-Bearing-Ti-Frame-Linerlock-Flipper
This will be the home thread of #WhiskeyPickleKnife events.
1- Zero Tolerance 0561- Custom g10 scale and polished hardware & clip
Process pics:
Brous Silent Soldier Flipper - Late Lockup/ Lock Rock. This one needed a new stop pin tuned to fix it proper and safe.
Before:
Turning the new pin .009 larger than existing
And the very pleasant, perfect lockup result
Titanium Heat Anodizing and texture with @metalevon:
Blasting and Polishing:
More G10 Work - pink grips on Sig P238
And some more machining - Milling slide on Ruger SR9c
Kershaw Groove Ti minimalist scales (these are intended for a buddy's standard steel Groove, not my black Tanto)
Boker Kwaiken flipper mod
Benchmade Gravitator 425bk stonewash
Much more to come!
And the future- First custom design
A high-tech Sandvik wharncliffe Ti flipper on hardened 440c captured bearings with a roller detent.
11/26/13- now made of paper!
12/9/13- it flips!
12/13/13- made a separate WIP thread - http://www.bladeforums.com/forums/s...t-WIP-Ball-Bearing-Ti-Frame-Linerlock-Flipper
Last edited:














