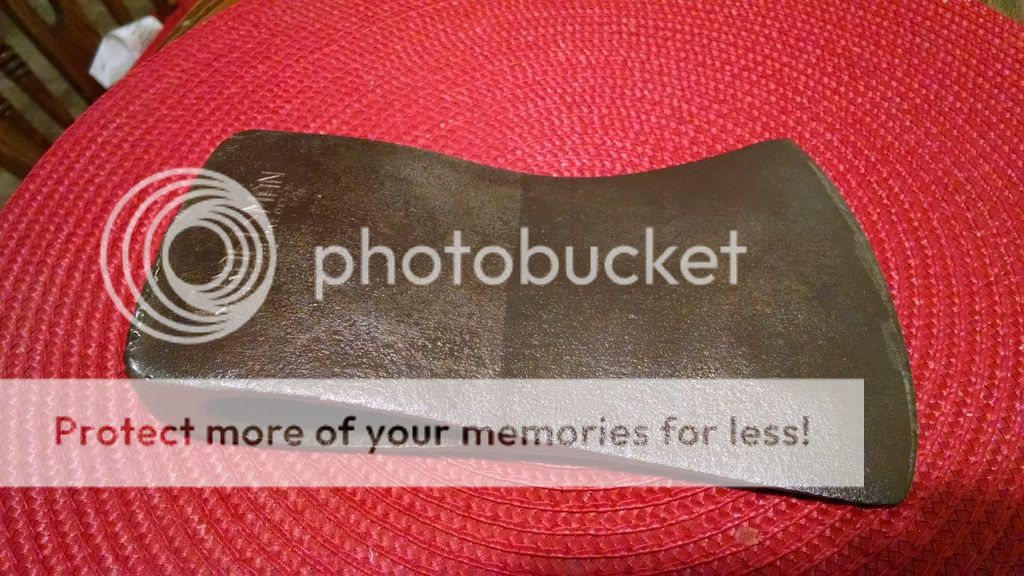
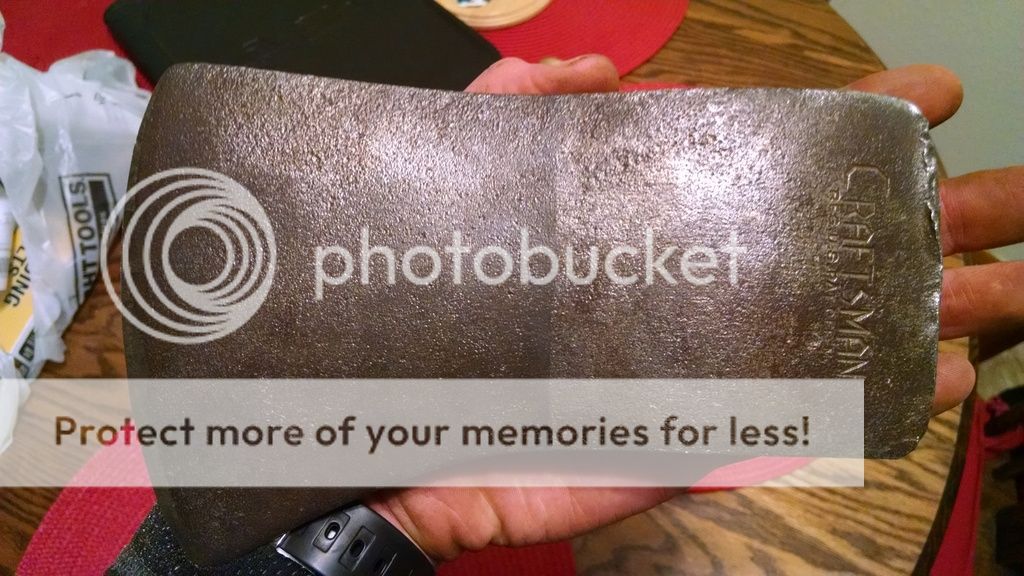
First I'll say I was pretty stoked at work today when I stumbled upon this barely used old 3.5# Craftsman. It was pretty rust, but at the same time covered in grease and grime. Got it home, shot it with WD40, scrubbed it, shot it again and wire wheeled it a bit.
This revealed a nice clean heat-treat line that came to about 1/8 inch of the front of the eye. I had never personally seen one that was hardened that far back from the cutting edge (I think its cool). My other various axes, including another (newer I think) Craftsman, are nowhere near that far back.
So my questions are: Do you guys see many axes hardened this far back from the edge? Theoretically, If I were to use and use and use it till it was say an inch or two from the eye (would make for a fat edge), to where the bit/cheeks are thicker, would it still be hardened all the way through? When it goes into the quench, I wonder if the middle of the thickest portion of the hardened area is cooled enough, or rapidly enough, to cause the steel to harden to it's full potential. I've heat treated knives, but they are only 1/8 inch thick.
Any experience with this stuff?

This revealed a nice clean heat-treat line that came to about 1/8 inch of the front of the eye. I had never personally seen one that was hardened that far back from the cutting edge (I think its cool). My other various axes, including another (newer I think) Craftsman, are nowhere near that far back.
So my questions are: Do you guys see many axes hardened this far back from the edge? Theoretically, If I were to use and use and use it till it was say an inch or two from the eye (would make for a fat edge), to where the bit/cheeks are thicker, would it still be hardened all the way through? When it goes into the quench, I wonder if the middle of the thickest portion of the hardened area is cooled enough, or rapidly enough, to cause the steel to harden to it's full potential. I've heat treated knives, but they are only 1/8 inch thick.
Any experience with this stuff?



