- Joined
- Jan 27, 2013
- Messages
- 2,078
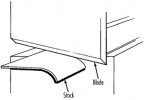
Are there special considerations for sharpening blades for shearing operations instead of standard cutting operations? I'm specifically looking at shearing 80-90 sheets of paper at the same time. Here is an image of the style of shearing operation I'm referring to:

Does anyone have insight and/or experience with this?
Does anyone have insight and/or experience with this?
 Thanks for the help!
Thanks for the help!")


