For a cheap and dirty carbide drill, use a 1/4" masonry spade bit. By no way will it drill a perfect hole, but it will work for your task.
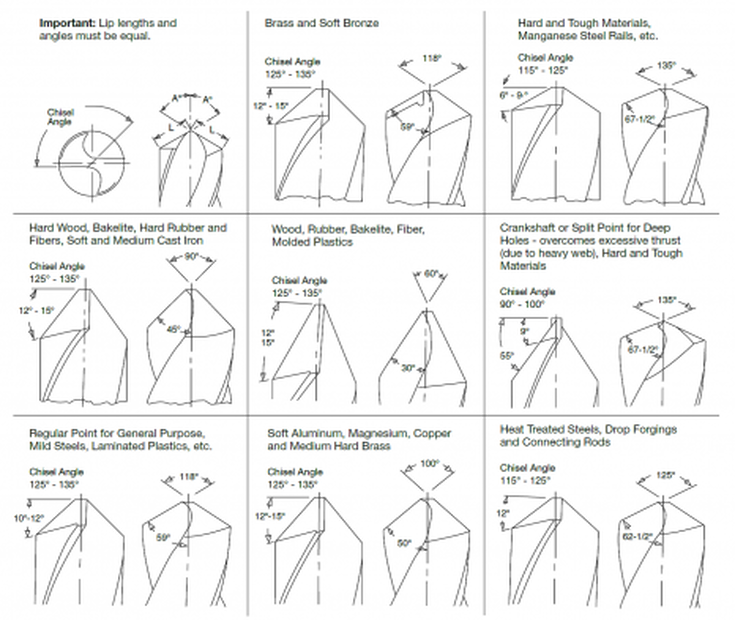
Another thing that makes drilling a problem is the wrong bits. You want good metal drilling bits. Cheap sets are often useless for metal drilling. Most are "universal angle" which is 118°. That works for wood and soft metal, but will do poorly on steel and not at all on stainless steel. You would want a 135° tip angle for knife work in steel. A set of Drill Hog bits isn't cheap, but will last a long time. If you only need drill bits for knife work, buying 10-packs of stub-length bits in three sizes is the smartest thing to do -1/8", 3/16", 1/4"
If you get carbide bits, 118° is the norm. That is fine, as they don't dull.
There are suppliers on eBay who sell them really reasonably. Search, "SGS 3 Solid Carbide 3 Flute Twist Drill ". They run less than half the regular price. Regular carbide bits are 25 cents on the dollar.
IMHO, a solid carbide three-flute 1/4" bit is worth it's weight in gold in a knife shop. No need for a pilot hole and with proper pressure and bit speed, it cuts straight through steel. They last a long time compared to two-flute bits.