- Joined
- Feb 12, 1999
- Messages
- 698
Hi all,
want to show you a small and simple but effective working way i constructed and 3D printed for my grinder. BTW, I print with PETG only so this prints are really tough.
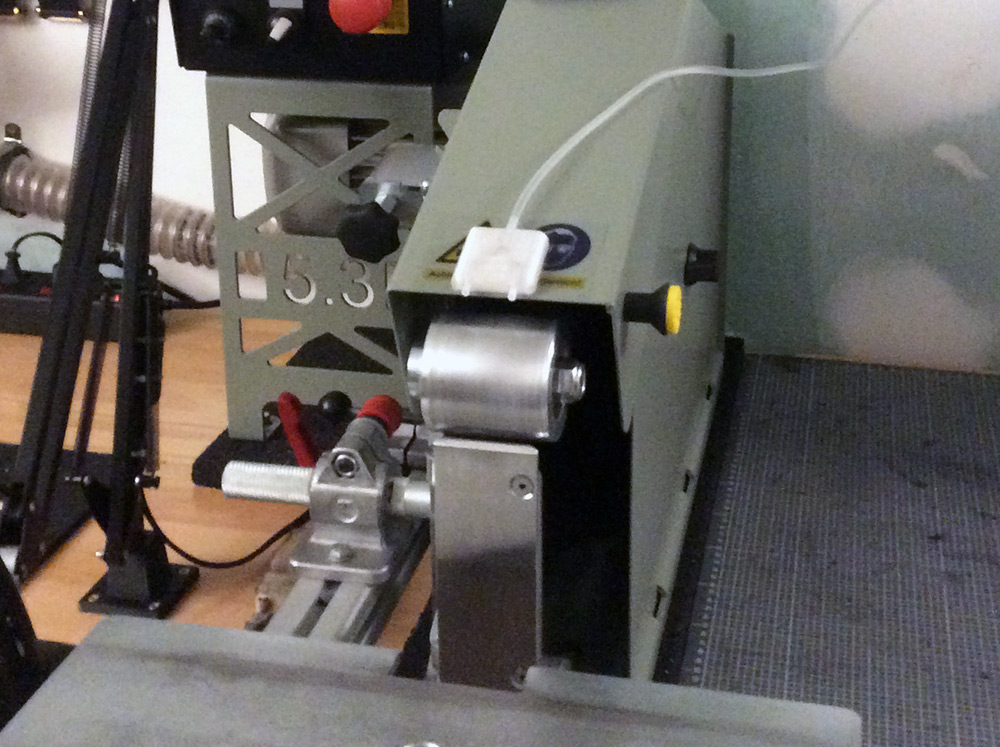
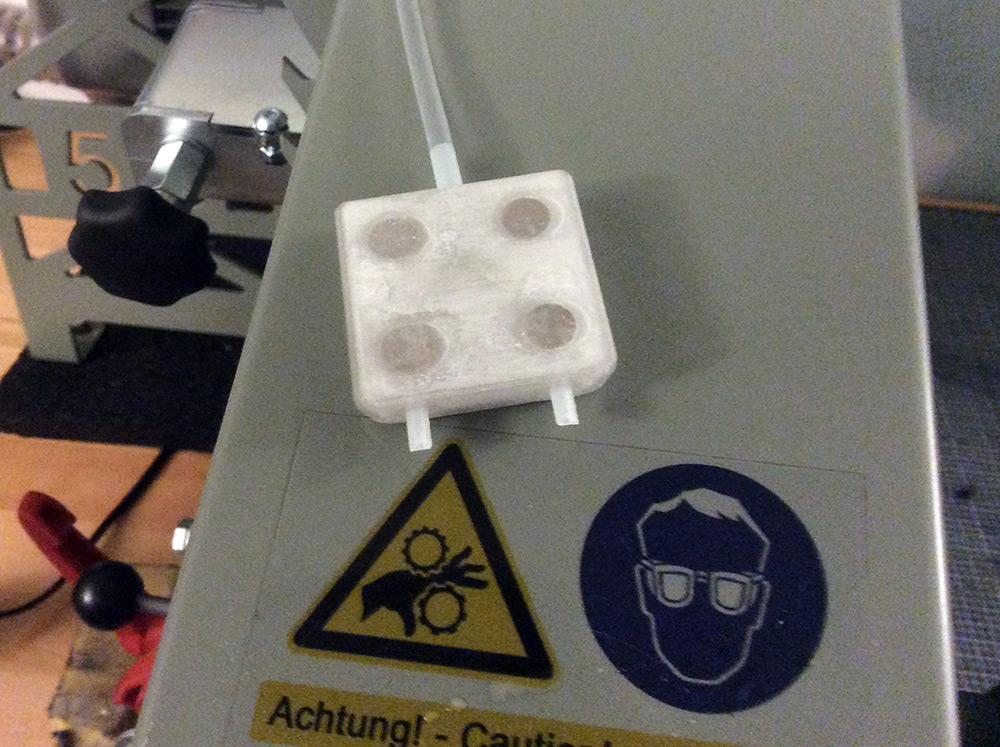
A simple solution for wet grinding, it is attached on top of my grinder with 4 magnets which are inside the housing.
This dropper can be regulated and is made for standard 2" wide belts.
What you all think?
On the grinder in place:
Backside, showing the magnets:
And some vid showing it in action:
want to show you a small and simple but effective working way i constructed and 3D printed for my grinder. BTW, I print with PETG only so this prints are really tough.
A simple solution for wet grinding, it is attached on top of my grinder with 4 magnets which are inside the housing.
This dropper can be regulated and is made for standard 2" wide belts.
What you all think?
On the grinder in place:
Backside, showing the magnets:
And some vid showing it in action:




")