Thanks for doing this, Larrin!
I read the article on my phone this morning and this afternoon set out to run my own test of my 1084/canola process. I've been using this combo "successfully" for years, but this made me concerned. Since 1/8" and 1/4" full-thickness pieces don't resemble a tapered blade (I never cook a full-thickness piece of 1084 and grind hard), I went for a small tapered coupon from a scrap.
This piece represents enough steel to forge a paring knife, which isn't a ton. It's just a bit more than a 1" square with a tang at 0.140" thick as delivered from Aldo some years ago. It was convenient.
Process:
1) I ground a symmetrical taper leaving some full thickness behind the plunge, stopping about 0.025" at the edge. Belt-finished with A100 on the bevels, around the perimeter, and gently knocked off the sharp corners.
2) Brought it up to non-magnetic (at the spine) in my forge via a series of heats (so as to not overheat the edge), then pushed it a tad past that color and dunked into a couple gallons of 81F canola (didn't bother to pre-heat for such a tiny piece).
3) Back on the A100 to clean up and get below decarb.
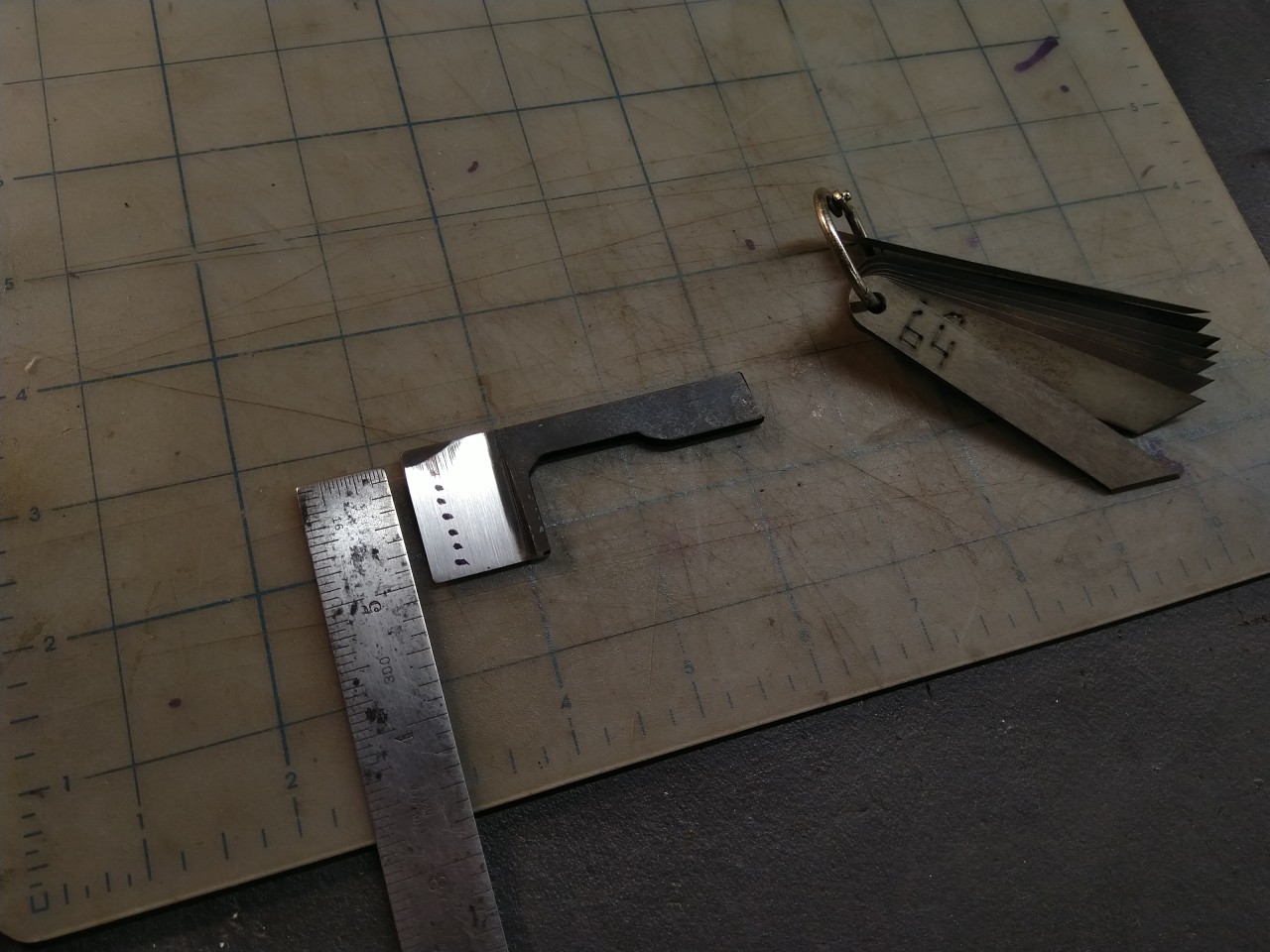
4) I checked the surface at all the marked locations starting at the edge (every 1/8" from the edge) and around the perimeter of the 'blade'. Everything tested out harder than my 64Rc chisel.
5) But what about the *inside*??
I incrementally ground the edge back (keeping it as cool as possible) and tested as I went. +64Rc at every step.
6) That was getting boring, so I ground from the spine down 1/8" and in toward the plunge by about 5/8". Still over 64.
Conclusions:
So obviously this is just one sample, it's small, not kiln-controlled, and the testing method is primitive. But pushing past the current hardness (and beyond what I can test) looks like diminishing returns *for me*. I think my takeaway from this is that I will continue to use my forge/canola process for modest pieces of 1084, or for medium pieces (belt-to-kitchen knife, not monster chopper) for which I can tolerate a somewhat ambiguous mixed structure in the thicker sections. But with awareness that I may be threading a needle.
HOWEVER, I've also been considering switching over to 80CrV2 now that I've started forging, so perhaps this is the excuse to finally make the switch if it's a bit more hardenable. *At the moment* I'm more motivated to keep the canola if it works in within reasonable parameters than to keep 1084 and switch to an engineered product.
Your graphs/data appear to show that O1 is partially air-hardening, which is my experience in small sections.
I don't personally work in 1095, W2, 26c3, but good reminder/confirmation that a faster quenchant is appropriate.
Thanks again for all your sciencing!
-E
 I mean, I don't think anyone expects it to perform AS well as an engineered quenching oil, but still...
I mean, I don't think anyone expects it to perform AS well as an engineered quenching oil, but still... 
")