Your opinion on my specs please. Edit: drawing in later post.
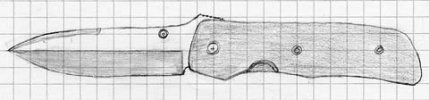
Blade: 2 7/8" length blade, approxamately 3/4" wide.
3/32" precision ground CPM 154 (grind and drill before HT, final buff and sharpen after sent out for HT at a TOOl & Die CNC tool corp.)
Liner and linerlock: .050 6A4LV Ti
Handles: Approximately 1/8" thick Black Walnut
Thanks in advance
Blade: 2 7/8" length blade, approxamately 3/4" wide.
3/32" precision ground CPM 154 (grind and drill before HT, final buff and sharpen after sent out for HT at a TOOl & Die CNC tool corp.)
Liner and linerlock: .050 6A4LV Ti
Handles: Approximately 1/8" thick Black Walnut
Thanks in advance
Last edited: