Fred.Rowe
Knifemaker / Craftsman / Service Provider
- Joined
- May 2, 2004
- Messages
- 6,848
First weld. 26 layers 1084/15n20--

Turned billet 90 to make crushed "W"

W's drawn out cut into sections.

W's are starting to show.

Last weld before the cleave. 112 layers of "W"
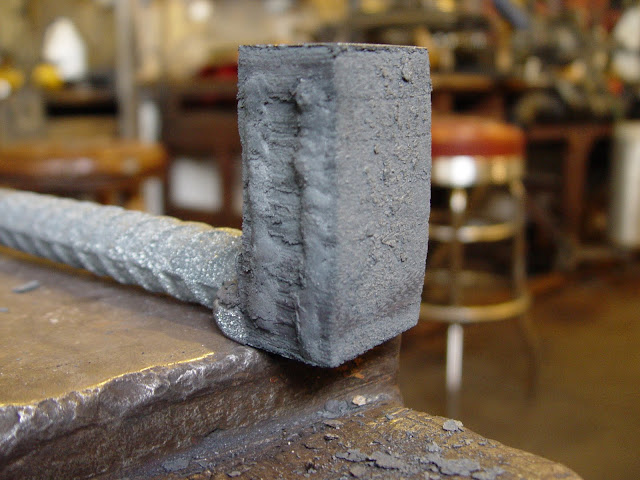
I dry weld billets. This is the carbon jacket left behind after the final weld.

Heating the billet after the final weld so it can be squared in the press before cleaving.

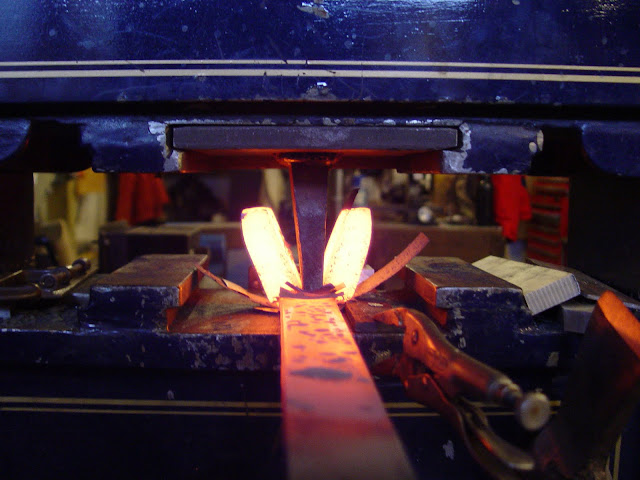
Here is the billet being cleaved in two.
The finished flat stock is 6 x 1 5/16 x 3/16. For me feather pattern is a crap shoot, always full of surprises.

Turned billet 90 to make crushed "W"
W's drawn out cut into sections.
W's are starting to show.
Last weld before the cleave. 112 layers of "W"
I dry weld billets. This is the carbon jacket left behind after the final weld.
Heating the billet after the final weld so it can be squared in the press before cleaving.
Here is the billet being cleaved in two.
The finished flat stock is 6 x 1 5/16 x 3/16. For me feather pattern is a crap shoot, always full of surprises.

")
 ).
). I'm sold on the hydro carbon solvent.
I'm sold on the hydro carbon solvent.