- Joined
- Mar 30, 2017
- Messages
- 41
Hi knife makers & enthusiasts, my first posting in this section & apologies if this question is dumb or been asked before.
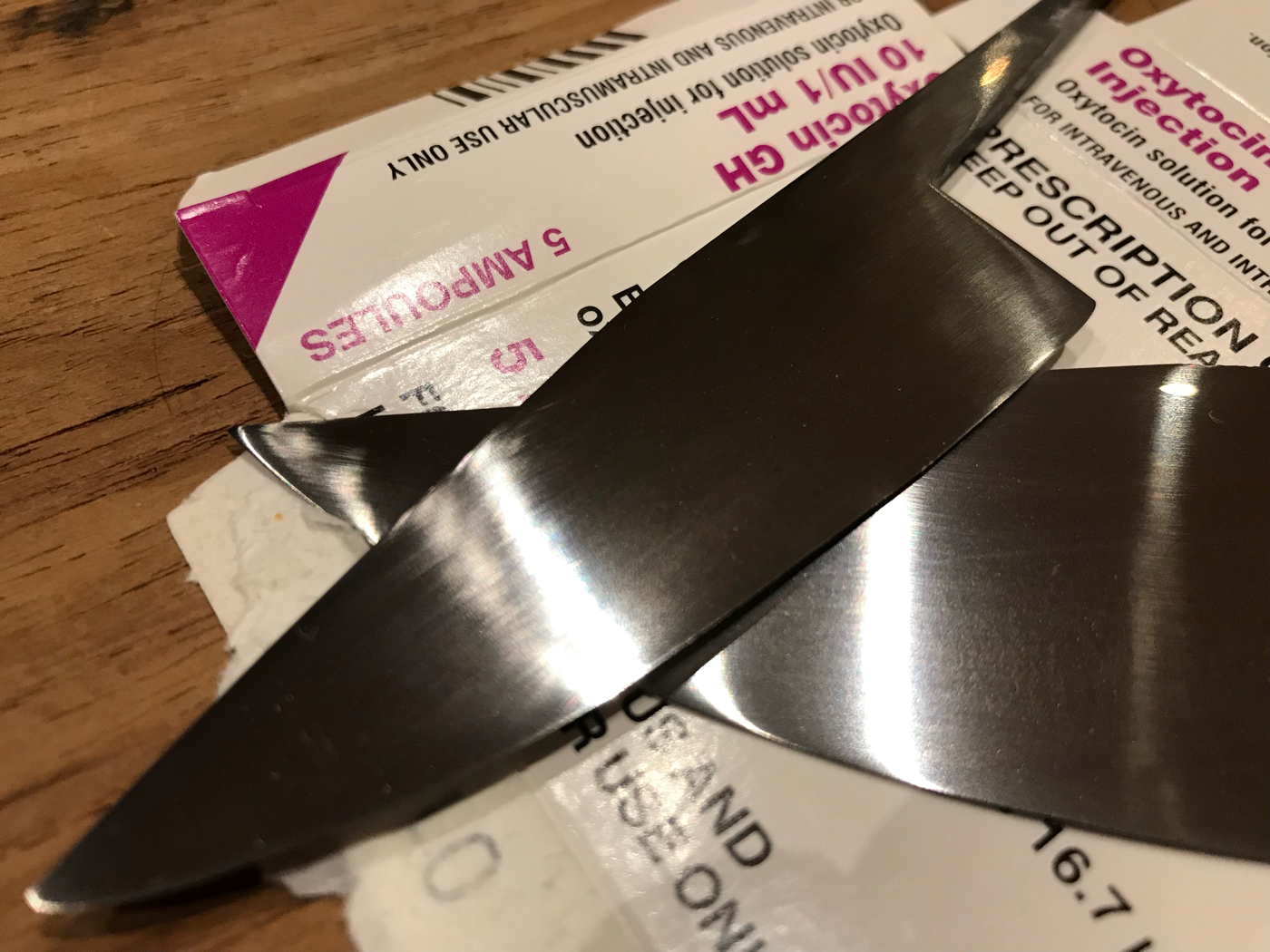
I finished my first gas forge and did my first three blades. I’m happy so far with the heat treat, looks positive although the differential hardening of the 1075 didn’t work.
I treated a W2 and a pair of 1075 blades - all same prep, clay application and quench. I heated the 1075 to just over 820 Celsius, the W2 soaked at 800-820. Quenched in Houghton’s fast oil (I believe very similar to Parks 50). Tempered. Sanded to 1200, then ferric etch & polished.
Results shown, I’m extremely pleased with the W2 but 1075 looks uniformly hard.
View media item 2556
View media item 2555
Why this result and what could I do to improve the 1075 ?
Thanks
I finished my first gas forge and did my first three blades. I’m happy so far with the heat treat, looks positive although the differential hardening of the 1075 didn’t work.
I treated a W2 and a pair of 1075 blades - all same prep, clay application and quench. I heated the 1075 to just over 820 Celsius, the W2 soaked at 800-820. Quenched in Houghton’s fast oil (I believe very similar to Parks 50). Tempered. Sanded to 1200, then ferric etch & polished.
Results shown, I’m extremely pleased with the W2 but 1075 looks uniformly hard.
View media item 2556
View media item 2555
Why this result and what could I do to improve the 1075 ?
Thanks