Hello to everyone !!
I have a variety of San Mai flavors now. I have been experimenting using pure nickel with 410 stainless steel. The 400 series are magnetic which make surface grinding and other operations easier. This is a new technique and there are a few bugs to workout. Like there is some delamination in the stainless where I cut in the wavy pattern. It seems that when the stainless gets sooooo thin in those area it peels a little but it doesn't affect the outcome though because when you grind the bevels you essential "erase" those small peels and the rest of it has a solid fusion. All the pieces that have Damascus core use 1095/15n20 Zoe Crist Tribal pattern. Depending how I draw it out the pattern expands or is tight. If you are looking for some San Mai I have some in stock and will make to order with quick turn around times. The price is for linear inch and it is the same price no matter how wide or thick as long as it is in standard dimensions like 1 1/4",
1 1/2", or 2" and thicknesses down to .090" and up to 3/16"(.187") Beyond that I adjust the price a little. I am writing a paper on the details for the particular querks for heat treating this material. Here are some specs and varieties below ..…......price per inch.........
410 SS over 1095 -$18
410 SS over Damascus -$25
Damascus over CPM154 or
AEB-L -$27
Stainless Damascus over
CPM154 or AEB-L -$30
Stainless Damascus over
1095 -$28
.... And now the cool one....
410 SS over 7 layers
alternating pure nickel and
1095 each side over Damascus. (Wow) -$35
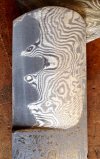
If you hollow grind or flat grind you can get different proportions of how high the SS climbs up the blade. In the pics below these were all rough ground at 60 grit and quick etch. After a high grit finish and heat treat the colors and carbon migration line will really pop !! On the SS/1095/nickel/Damascus I could have ground it a bit more to reveal more of the Damascus. On the knife pic that was left rough forged look on purpose The Damascus pic is an example for the core material.
I have a variety of San Mai flavors now. I have been experimenting using pure nickel with 410 stainless steel. The 400 series are magnetic which make surface grinding and other operations easier. This is a new technique and there are a few bugs to workout. Like there is some delamination in the stainless where I cut in the wavy pattern. It seems that when the stainless gets sooooo thin in those area it peels a little but it doesn't affect the outcome though because when you grind the bevels you essential "erase" those small peels and the rest of it has a solid fusion. All the pieces that have Damascus core use 1095/15n20 Zoe Crist Tribal pattern. Depending how I draw it out the pattern expands or is tight. If you are looking for some San Mai I have some in stock and will make to order with quick turn around times. The price is for linear inch and it is the same price no matter how wide or thick as long as it is in standard dimensions like 1 1/4",
1 1/2", or 2" and thicknesses down to .090" and up to 3/16"(.187") Beyond that I adjust the price a little. I am writing a paper on the details for the particular querks for heat treating this material. Here are some specs and varieties below ..…......price per inch.........
410 SS over 1095 -$18
410 SS over Damascus -$25
Damascus over CPM154 or
AEB-L -$27
Stainless Damascus over
CPM154 or AEB-L -$30
Stainless Damascus over
1095 -$28
.... And now the cool one....
410 SS over 7 layers
alternating pure nickel and
1095 each side over Damascus. (Wow) -$35
If you hollow grind or flat grind you can get different proportions of how high the SS climbs up the blade. In the pics below these were all rough ground at 60 grit and quick etch. After a high grit finish and heat treat the colors and carbon migration line will really pop !! On the SS/1095/nickel/Damascus I could have ground it a bit more to reveal more of the Damascus. On the knife pic that was left rough forged look on purpose The Damascus pic is an example for the core material.
Attachments




Last edited:





")