- Joined
- Jan 11, 2009
- Messages
- 35
A shout out to Pittknife here on the forum for helping me work the kinks I had in the detent process!
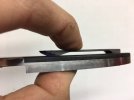
The problem I was having, and didn't know how to solve well, was how do I get the detent ball to work inside of a .010 gap.
Here is the forum post that explains the theory and gives the drill bit sizes. http://www.bladeforums.com/forums/showthread.php/1460316-Detent-ball-sizing-question!?p=16803848
One thing of note that is not mentioned in that post is the interplay between detent ball and hole size. Picture a circle and divide it into 4 parts. View that 1/4 of a circle as a distance over time graph (Hit that link! somebody made a nice CAD drawing!). What I found when playing around with numbers on an online circle calculator is that you get very little change in relation to how far the detent ball will sit in its hole at the extreme ends of the spectrum.
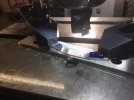
I needed to get more clearance between the lock bar and scales so I got the liner setup on the surface grinder and took off around .009 inch. I used a feeler guage for a shim and I also put some tape down to protect my finish and give me a bit of a buffer. The tape measured in at .0045 thick. As soon as I started scuffing the tape I stopped.

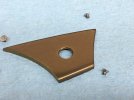
Next I used calipers and measured the clearance I wanted from the edge of the lock bar to the detent ball. Using the calipers I scribed two lines. The intersection of the lines was where I would drill my hole. I mounted the liner in my jig, and using an optivisor so I could see, I got it set into place and clamped it down. I center drilled the hole then hit it with a drill bit. After that was done I mounted the blade and used a carbide center drill and carbide drill bit to drill the detent hole in the blade.


The problem I was having, and didn't know how to solve well, was how do I get the detent ball to work inside of a .010 gap.
Here is the forum post that explains the theory and gives the drill bit sizes. http://www.bladeforums.com/forums/showthread.php/1460316-Detent-ball-sizing-question!?p=16803848
One thing of note that is not mentioned in that post is the interplay between detent ball and hole size. Picture a circle and divide it into 4 parts. View that 1/4 of a circle as a distance over time graph (Hit that link! somebody made a nice CAD drawing!). What I found when playing around with numbers on an online circle calculator is that you get very little change in relation to how far the detent ball will sit in its hole at the extreme ends of the spectrum.
I needed to get more clearance between the lock bar and scales so I got the liner setup on the surface grinder and took off around .009 inch. I used a feeler guage for a shim and I also put some tape down to protect my finish and give me a bit of a buffer. The tape measured in at .0045 thick. As soon as I started scuffing the tape I stopped.
Next I used calipers and measured the clearance I wanted from the edge of the lock bar to the detent ball. Using the calipers I scribed two lines. The intersection of the lines was where I would drill my hole. I mounted the liner in my jig, and using an optivisor so I could see, I got it set into place and clamped it down. I center drilled the hole then hit it with a drill bit. After that was done I mounted the blade and used a carbide center drill and carbide drill bit to drill the detent hole in the blade.
Last edited:
")