I have seen a maker who send a group of Elmax blades to some local commercial HT that doesn't specialize in HTing knife blade. They mostly HTing only industrial tool stuff.
He want the aimed HRC as 59-60HRC but the HT company don't have actual HT program for this steel (they only do conventional steel like D2, 440C, M2 etc.) so seems like they put it with something (may be punch dies?) with similar range of austenitizing (from data sheet) but totally different in size.
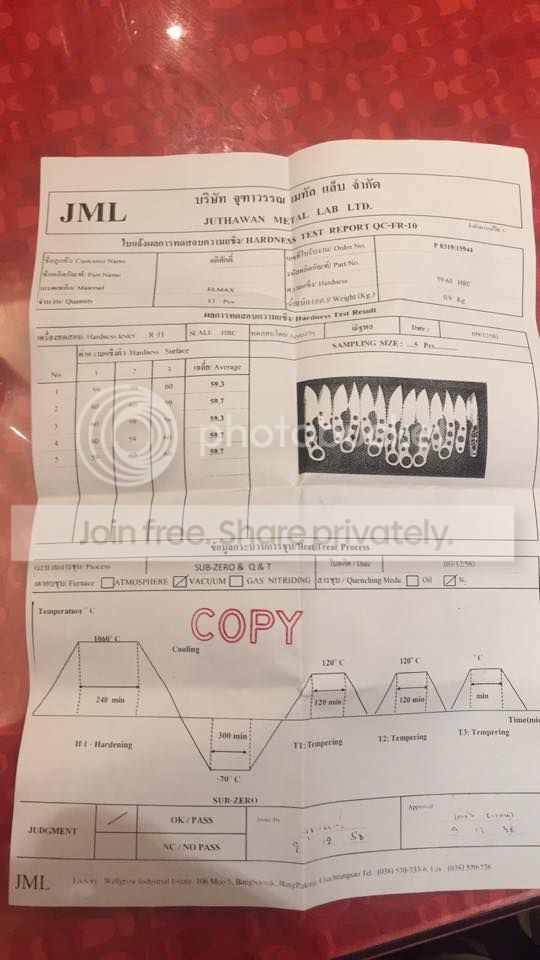
The blade end up with 59-60HRC but if look closely at the HT graph that they gave just looks totally off.
What do you guys think about this? 240min 1940F soak time and 250F tempering? Will this significantly effect the performance of steel?
He want the aimed HRC as 59-60HRC but the HT company don't have actual HT program for this steel (they only do conventional steel like D2, 440C, M2 etc.) so seems like they put it with something (may be punch dies?) with similar range of austenitizing (from data sheet) but totally different in size.
The blade end up with 59-60HRC but if look closely at the HT graph that they gave just looks totally off.
What do you guys think about this? 240min 1940F soak time and 250F tempering? Will this significantly effect the performance of steel?

Last edited: