Tin.Man I just went through this with my newly built oven a couple months ago. I recommend testing your oven temperature readings using either tempilstix or something that has a distinct melting point like fine .999 silver. The nice thing about using tempilstix (essentially crayons that melt at a specific temperature) is that they have a whole range of temperatures, and you can buy the temperature that most closely matches what you'll be using the most often for HT (say around 1475 or so for simple high carbon steels). If you're also doing stainless I'd get one in the 1950f vicinity as well to do two separate tests so you know how far off your readings are at the separate temperature ranges you'll be commonly using.
I didn't have access to tempilstix where I'm at so I used a piece of fine silver cut to about the same thickness as my TC (Thermocouple) wire, 1/8". I placed the strip of silver right next to the TC tip sticking out of a piece of firebrick, at an angle so I could see exactly when it melted. I did repeated tests this way, bumping up the temperature 5 degrees at a time and letting the oven soak in between increasing the temp, until the silver would melt. It worked perfectly. After some rounds of testing, removing connecting plugs from my TC line, and triple checking to make sure all wires had correct polarity, it turned out the silver melted right at its designated melting point. Majorly relieved. I installed a second TC as well at a separate point further inside the oven as an extra safety measure (safe for my knives and peace of mind) just to be completely sure that the temp is what it says. When I preheat my oven and let it soak, both PID's with separate TC's will show the exact same temp or within a couple of degrees...really helps me to be more confident in my HT which is, really, the most critical part of the entire knifemaking process. Took me a bunch of time in advance but so worth it in the end.
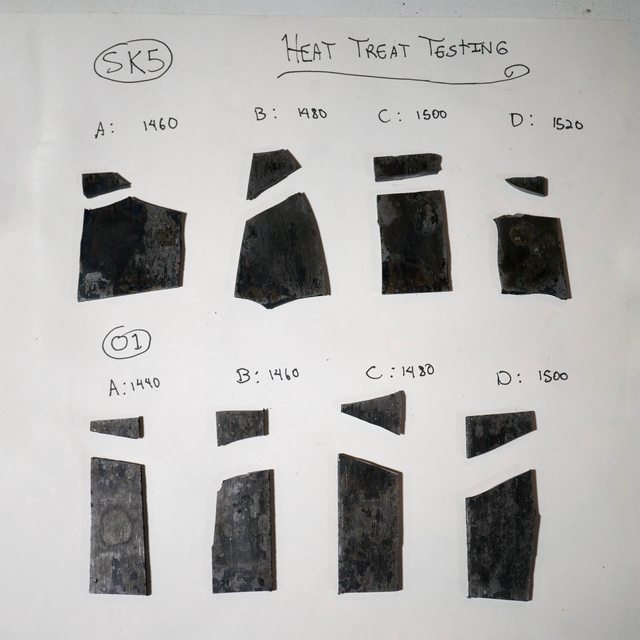
This is maybe a separate issue, but I would recommend doing this for any steel you're considering using *regularly* because it will also give you a lot of additional peace of mind for any given steel: Take about 4 or 5 "coupons" or scrap pieces of the steel that you intend on using, and mark each one separately, as in A1-A2-A3-A4. For each of these numbers, test your heat treatment sequence using a different hardening temperature. If the HT range for 01 is between 1440 and 1500, then test like this:
A1: 1440
A2: 1460
A3: 1480
A4: 1500
After quenching each, break off a piece and check out the grain size. Then grind off enough to make sure there is no decarb and test for HRC. Whichever hardened the best, that's your temp to go with for that steel. From there you can also dial in the tempering as well. Temper at 350, check HRC. Temper higher, check HRC etc etc. You can do all this without messing up one or more blades that you spent all your time grinding on.
Though it's a good amount of extra work in the beginning, I think this testing sequence is invaluable for any steel. I'm completely over using fully ground knives as guinea pigs for HT regimens. Done that enough at this point!
Here's a few images from when I was doing my rounds of testing for various steels, one of the general layout and a couple closeups I was taking with a macro lens to inspect grain size: