- Joined
- Dec 5, 2008
- Messages
- 1,597
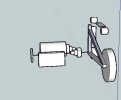
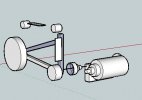
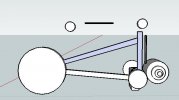
Over the next two months, I plan on building a 2x72 belt grinder. I already have a 1.5hp reversible motor, so I plan on utilizing the reversible effect in my grinder design. After a month or two of designing it, here's what I have come up with so far. The front wheel will either be 8-10", and then a 4" drive wheel, a 2" tracking wheel, and then either a 1" or 2" contact wheel and both a vertical and horizontal flat platen. I haven't decided exactly how to attach the top wheels and horizontal flat platen. I also haven't measured it all out to see if the distance around everything is 72".
On the other side of the drive shaft, I was planning on leaving it open to change. I was thinking of paper wheels for sharpening, and a buffing wheel, so I could slow it down a lot.
I am also planning on a 5-step pulley system, but I am having trouble finding them anywhere except ebay.



Please comment with suggestions.
On the other side of the drive shaft, I was planning on leaving it open to change. I was thinking of paper wheels for sharpening, and a buffing wheel, so I could slow it down a lot.
I am also planning on a 5-step pulley system, but I am having trouble finding them anywhere except ebay.
Please comment with suggestions.