- Joined
- Apr 25, 2009
- Messages
- 329
At the suggestion of the good customer who commissioned my latest Bowie (http://www.bladeforums.com/forums/showthread.php/1191607-Gidgee-Bowie-2), I decided to photograph the making-of said Bowie with the intention of putting together a build-along thread. Well the Bowie is done, photos taken, so here's the thread. Enjoy!
The process starts on paper. Here is the final design, a steel template, and the steel that will become the blade.

I welded a mild steel bar onto the blade steel for ease of handling.

Corners ground off. Forging the corners in is a hassle, much quicker for me to grind them off.

Into the forge.

Forming the tip.


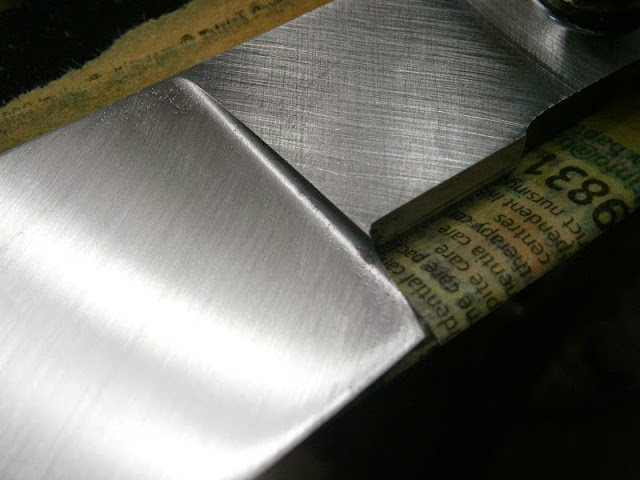
Here you can see the clip starting to take shape.

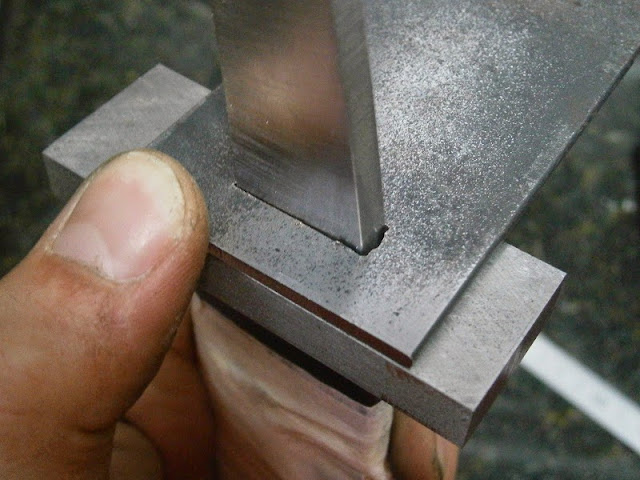
Checking against the pattern to see where the edge begins.

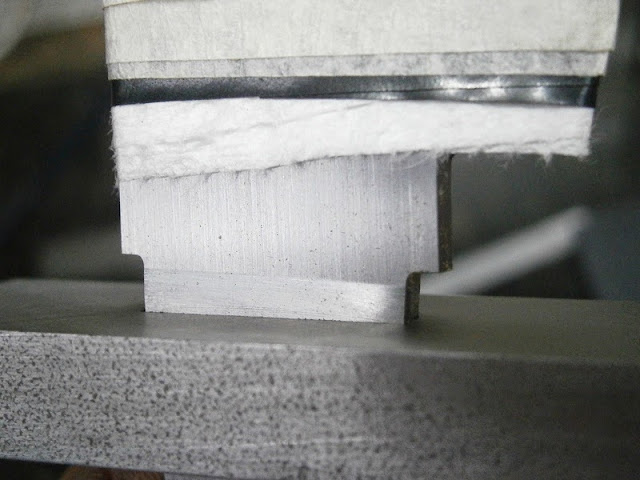
I start forging the bevels at the heel.


The process starts on paper. Here is the final design, a steel template, and the steel that will become the blade.
I welded a mild steel bar onto the blade steel for ease of handling.
Corners ground off. Forging the corners in is a hassle, much quicker for me to grind them off.
Into the forge.
Forming the tip.
Here you can see the clip starting to take shape.
Checking against the pattern to see where the edge begins.
I start forging the bevels at the heel.









































































")