- Joined
- Jul 23, 2015
- Messages
- 411
I already showed this in another thread but figured I'd update with changes in design and such.
first incarnation was a tilting table design and it looked good on paper but then once it was all completed there was an apparent design flaw. As you tilt the table the table pulled away from the disc due to the pivot bolt being lower than the table surface.


I also wasn't happy with the table height and the fact that the brackets would be in the way to utilize the disc unobstructed.

Back to the uh.... Plasma board?
This time I decided I want sliding arms that will bring the table closer when tilted, up closer to the actual center of the wheel in height, and can be completely removed to allow for true flat grinding. So we widened the width of the face mount to allow for slots to act as keepers of the sliding arms, and height to allow for enough clearance to do long plunge cuts.

Cut out and cleaned up. I had to clean up the bolt holes and slots with my mill.

So now this design ran into some areas of trouble.
First, the swivel brackets contact the face plate mount as we did not build a new table.
Second is that since the swivel mounts are so big, the sliding arms don't slide much.

After cutting and sliding the table closer to the wheel and nipping the corner off the faceplate I realized no matter what I do, it isn't going to function correctly unless I make the swivel brackets shorter.

Getting there, this will actually function fine as is, but I want to have more articulation in the table to do crazy angles and what not.

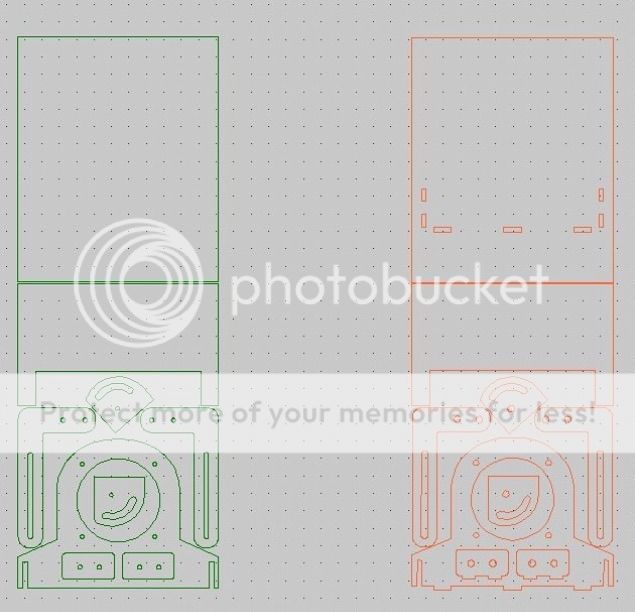
So back to the drawing board to shorten the swivel brackets and play around with different nestings to see how big of a piece you'd need to get one cut. Turns out with the new modifications this could be water or laser cut out of a piece of 1/4" that's 11.5" x 17.79" We also changed the cutouts in the face plate to use the tabs that form the slider mounts.
first incarnation was a tilting table design and it looked good on paper but then once it was all completed there was an apparent design flaw. As you tilt the table the table pulled away from the disc due to the pivot bolt being lower than the table surface.
I also wasn't happy with the table height and the fact that the brackets would be in the way to utilize the disc unobstructed.
Back to the uh.... Plasma board?
This time I decided I want sliding arms that will bring the table closer when tilted, up closer to the actual center of the wheel in height, and can be completely removed to allow for true flat grinding. So we widened the width of the face mount to allow for slots to act as keepers of the sliding arms, and height to allow for enough clearance to do long plunge cuts.
Cut out and cleaned up. I had to clean up the bolt holes and slots with my mill.
So now this design ran into some areas of trouble.
First, the swivel brackets contact the face plate mount as we did not build a new table.
Second is that since the swivel mounts are so big, the sliding arms don't slide much.
After cutting and sliding the table closer to the wheel and nipping the corner off the faceplate I realized no matter what I do, it isn't going to function correctly unless I make the swivel brackets shorter.
Getting there, this will actually function fine as is, but I want to have more articulation in the table to do crazy angles and what not.
So back to the drawing board to shorten the swivel brackets and play around with different nestings to see how big of a piece you'd need to get one cut. Turns out with the new modifications this could be water or laser cut out of a piece of 1/4" that's 11.5" x 17.79" We also changed the cutouts in the face plate to use the tabs that form the slider mounts.