Nathan the Machinist
KnifeMaker / Machinist / Evil Genius
Moderator
Knifemaker / Craftsman / Service Provider
- Joined
- Feb 13, 2007
- Messages
- 19,180
36", 48", 72" curved platens, flat platens sold out and water cooled aluminum chillers. This is a continuation of a previous sale to incorporate more flat platens that came back from Peter's yesterday.
These are machined of A2 steel and hardened to HRC 61-64. It is 1/16" shy of 8" to fit between the rollers, 2" wide and has the KMG 1/4-20 6.75" center to center mounting pattern.
Radius is $100, flat is $80, the chillers are $40. Flat rate shipping in the USA is $5. This is the last time I will be making these at this price, the cost of tool steel and carbide keep going up.

There are twenty 36" platens, eight 48" platens, twenty 72" platens and twenty flat platens. Be aware that the 72" grind is too subtle to really notice with your eyes. I think it is mostly used by folks making certain kinds of kitchen knives.
In using these platens I have found the effect is subtle, but noticeable. It isn't a flat grind, but it isn't really a hollow grind. I believe this is a historically accurate grind for blades ground in yesteryear on really big stones. I see this being a cool grind for blades made in an older style, and blades like kitchen knives where you would want a full height grind on a tall thin blade.

If you look closely, you'll see a tiny hole in the surface of all of the platens. On the opposite side of the hole I have cut a 1/4" NPT pipe thread (a regular taper pipe thread) which you can (if you want) use to pressurize your platen with air.

One of the problems of grinding on a radius platen is heat, and the addition of air between the belt and the platen both reduces friction and cools both of them. It is possible to grind with high belt tension and a large contact area at your highest speed for hours at a time without excessive heat buildup. This only works well with a stiff belt. Once you get into something like a j flex you will find the air cushion rounds the leading and trailing edge a bit. At this point you will want to move away from the air zone or reduce air pressure. I get best results with the air pressure between 5 and 50 PSI.
You don't have to use air to use these platens. This is a feature I have added by request.

The flat platen is flat hardened A2 and has the air bearing port. It also has a radius on the leading and trailing edge that some people use to clean up the plunge while finish grinding a blade lengthwise. This is a very cool technique that a few people practice where they allow the belt to wrap around the end of the platen and grind their blades lengthwise at low speed. There is an 1/8" fillet on one end and 1/4" on the other. Due to the severity of the bend, the platen gets extremely hot very quickly so this can only be done at low belt speeds. You will probably want a chiller if you plan on doing this.
By request I have made some aluminum platen chillers. These work very well if you're having difficulty with excessive platen heat.
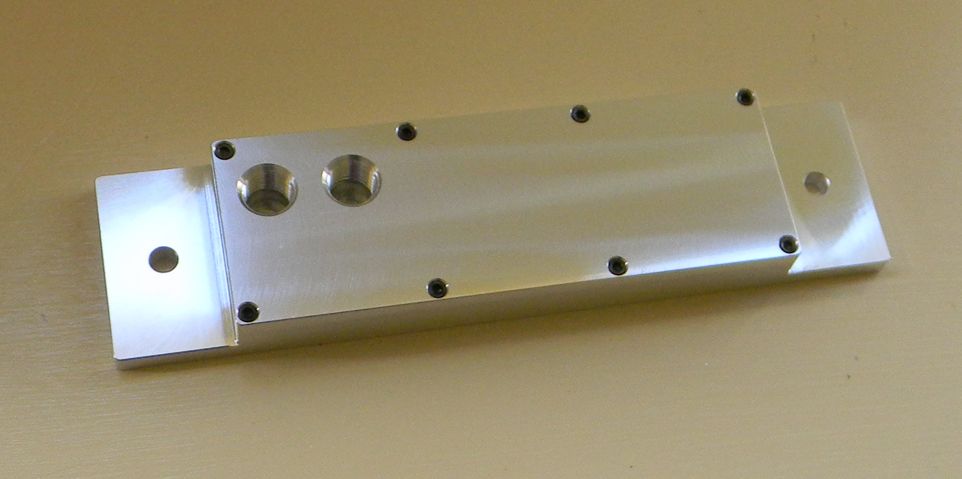
These have an internal meandering water path circuit where you can pump, siphon or otherwise flow water to control the temperature of your platen.

The mating surface is precision machined flat and the back of my steel platens are also precision machined flat so you can simply bolt these up and get fairly decent heat transfer. For better heat transfer or to use a platen I didn't manufacture you can use a little thermal grease during assembly to get really good heat transfer.

Because the chiller covers the air port, it is not compatible with an air injection setup. This is a one-or-the-other kind of thing. It is sealed with a buna N o-ring that is rated to 250 F. The o-ring is compatible with water, antifreeze and most oils. It is not particularly compatible with acetone, so if you're planning to flow subzero acetone through it for use as frozen quench plates - you probably shouldn't. The assembly can be opened to remove clogs or replace the o-ring if necessary. If opened, you should use a little smear of grease to lubricate the o-ring upon reassembly.
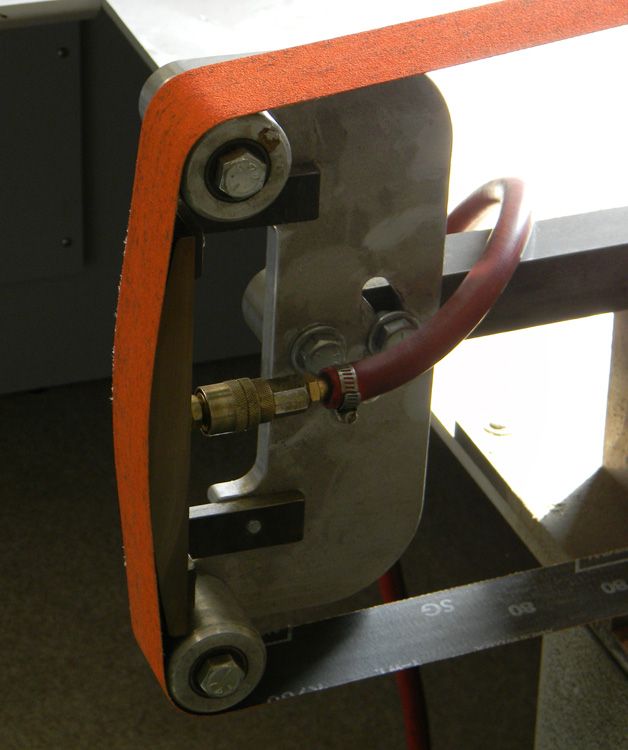
The pipe thread is a standard 1/4 NPT. You are responsible for hooking up your own coolant supply. I recommend 1/4" swivel push-to-connect fittings and plastic tubing, though rubber hose and hose barbs work too. I'm using a dinky little centrifugal pump here and a bucket of water. The meandering coolant path in the platen chiller induces a lot of turbulence in the water flow which helps you get good heat extraction without needing a lot of water flow. An aquarium pump is adequate. Or you might opt to hook up to your regular water supply and simply dump the water (though you'll go to hell for wasting water). Just remember you don't need huge flow or pressure here. Keep up with your tubing to keep it out of the grinder wheels and mechanism using zip ties or similar.
These are (just under) 2 X 8 with a 6 3/4" center to center hole pattern for the KMG grinder. If these platens will fit your grinder and you would like to buy one of these, I need you to please follow these instructions to help me keep up with everything (otherwise folks will fall through the cracks).
1: State your claim in this thread.
2: send me an email (not a private message) carothersknives at gmail dought com
The email should include what you are buying, your BladeForums handle (i.e.: "Nathan the Machinist"), your actual name, your shipping address and your paypal email address.
I will send a PayPal invoice to that email.
3. Pay the paypal invoice. Once it is paid, I will ship your order to the name and address you gave in your order email.
If you don't want to use paypal, we can arrange to send a check.
I don't imagine there will be shortages this time, but if there are, it will be based upon first come first serve who posts in this thread. I have to do it this way to keep things sane.
Thanks,
Nathan
These are machined of A2 steel and hardened to HRC 61-64. It is 1/16" shy of 8" to fit between the rollers, 2" wide and has the KMG 1/4-20 6.75" center to center mounting pattern.
Radius is $100, flat is $80, the chillers are $40. Flat rate shipping in the USA is $5. This is the last time I will be making these at this price, the cost of tool steel and carbide keep going up.
There are twenty 36" platens, eight 48" platens, twenty 72" platens and twenty flat platens. Be aware that the 72" grind is too subtle to really notice with your eyes. I think it is mostly used by folks making certain kinds of kitchen knives.
In using these platens I have found the effect is subtle, but noticeable. It isn't a flat grind, but it isn't really a hollow grind. I believe this is a historically accurate grind for blades ground in yesteryear on really big stones. I see this being a cool grind for blades made in an older style, and blades like kitchen knives where you would want a full height grind on a tall thin blade.
If you look closely, you'll see a tiny hole in the surface of all of the platens. On the opposite side of the hole I have cut a 1/4" NPT pipe thread (a regular taper pipe thread) which you can (if you want) use to pressurize your platen with air.
One of the problems of grinding on a radius platen is heat, and the addition of air between the belt and the platen both reduces friction and cools both of them. It is possible to grind with high belt tension and a large contact area at your highest speed for hours at a time without excessive heat buildup. This only works well with a stiff belt. Once you get into something like a j flex you will find the air cushion rounds the leading and trailing edge a bit. At this point you will want to move away from the air zone or reduce air pressure. I get best results with the air pressure between 5 and 50 PSI.
You don't have to use air to use these platens. This is a feature I have added by request.
The flat platen is flat hardened A2 and has the air bearing port. It also has a radius on the leading and trailing edge that some people use to clean up the plunge while finish grinding a blade lengthwise. This is a very cool technique that a few people practice where they allow the belt to wrap around the end of the platen and grind their blades lengthwise at low speed. There is an 1/8" fillet on one end and 1/4" on the other. Due to the severity of the bend, the platen gets extremely hot very quickly so this can only be done at low belt speeds. You will probably want a chiller if you plan on doing this.
By request I have made some aluminum platen chillers. These work very well if you're having difficulty with excessive platen heat.
These have an internal meandering water path circuit where you can pump, siphon or otherwise flow water to control the temperature of your platen.
The mating surface is precision machined flat and the back of my steel platens are also precision machined flat so you can simply bolt these up and get fairly decent heat transfer. For better heat transfer or to use a platen I didn't manufacture you can use a little thermal grease during assembly to get really good heat transfer.
Because the chiller covers the air port, it is not compatible with an air injection setup. This is a one-or-the-other kind of thing. It is sealed with a buna N o-ring that is rated to 250 F. The o-ring is compatible with water, antifreeze and most oils. It is not particularly compatible with acetone, so if you're planning to flow subzero acetone through it for use as frozen quench plates - you probably shouldn't. The assembly can be opened to remove clogs or replace the o-ring if necessary. If opened, you should use a little smear of grease to lubricate the o-ring upon reassembly.
The pipe thread is a standard 1/4 NPT. You are responsible for hooking up your own coolant supply. I recommend 1/4" swivel push-to-connect fittings and plastic tubing, though rubber hose and hose barbs work too. I'm using a dinky little centrifugal pump here and a bucket of water. The meandering coolant path in the platen chiller induces a lot of turbulence in the water flow which helps you get good heat extraction without needing a lot of water flow. An aquarium pump is adequate. Or you might opt to hook up to your regular water supply and simply dump the water (though you'll go to hell for wasting water). Just remember you don't need huge flow or pressure here. Keep up with your tubing to keep it out of the grinder wheels and mechanism using zip ties or similar.
These are (just under) 2 X 8 with a 6 3/4" center to center hole pattern for the KMG grinder. If these platens will fit your grinder and you would like to buy one of these, I need you to please follow these instructions to help me keep up with everything (otherwise folks will fall through the cracks).
1: State your claim in this thread.
2: send me an email (not a private message) carothersknives at gmail dought com
The email should include what you are buying, your BladeForums handle (i.e.: "Nathan the Machinist"), your actual name, your shipping address and your paypal email address.
I will send a PayPal invoice to that email.
3. Pay the paypal invoice. Once it is paid, I will ship your order to the name and address you gave in your order email.
If you don't want to use paypal, we can arrange to send a check.
I don't imagine there will be shortages this time, but if there are, it will be based upon first come first serve who posts in this thread. I have to do it this way to keep things sane.
Thanks,
Nathan
Last edited:
")