Matthew Gregory
Chief Executive in charge of Entertainment
- Joined
- Jan 12, 2005
- Messages
- 6,726
I've been promising Bob at Niagara Specialty Metals that I'd do a thread documenting how they take a billet of Crucible steel and make it something that you and I can use and purchase, and I finally got the opportunity today. It all happens SO quickly, it's difficult to photograph! I hope I manage to do the experience justice...
It begins with a billet. A BIG billet, that comes from the mills of Crucible Steel. They're freighted to Niagara Specialty Metals, and from this point the end products are distributed everywhere else. If it's Crucible CPM Steel, it was rolled here - they're the exclusive rolling mill for Crucible sheet product, which is essentially everything related to the knife industry, and they do work for many other steel mills, as well. Here's Bob standing next to a stack of CPM-S35vn waiting to be cut up and broken down. Oddly enough, he wasn't wearing shorts and an Hawaiian shirt when I got there, despite the temps being a balmy 34 degrees today") :
:

Next step is the bandsaw, where a section of one of those monster bars is cut off:

Next, it's into the furnace - the BIG furnace. When the door is opened to this one, it is not unlike standing at the gates of hell - you feel the heat emanating from it all the way across the room! A quick glimpse in the peephole shows the 2150 degree temperature inside:

This is the big roller. It's this one that does the power work, taking that thick chunk of steel and progressively breaking it down into a sheet.

The guys had started very early this morning, so by the time I got there the chunk was already looking pretty much like a sheet - a big one, though. this likely weighs in around 150 pounds. A fork truck with a single tine and a hand-truck mounted lever are used to manipulate the sheet in and out of the big furnace:

Once it's balanced on the forklift tine, a set of tongs and some fast footwork bring the sheet to the roller:


...and in it goes!

Moments later, a pair of guys on the other side work a lift and elevate the sheet to the top of the roller, and slide it back on, which sends the sheet back to the original rolling spot to make another pass through:

This continues until a predetermined thickness is achieved, and then it's sent to another building where the smaller, precision roller is.

Smaller kilns are used, here, as well as MUCH lower temperatures. I'm pretty sure Bob said the bulk of the rolling at this stage is done at 1450 degrees. Into the kiln the sheets go:


Here, the sheets are in a far more manageable size and weight, so a hand cart and tongs are all that's necessary:

The roller is preheated to reduce stress on the sheet, as well as maintain proper temps for the rolling process. The entire rolling operation, at this stage, occurs in a single heat, and FAST. In seconds, it's done. Several passes through and then it's off to the measuring table:





There's a chap on the other side of the measuring table, too, and one measurement per side at the same point across is taken, in several locations down the length of the sheet:

If the correct size hasn't been achieved, the sheet will be reheated and go through this last process again, but in all the times I've been to visit, I've never seen it necessary - these guys get it right the first time!
Although some of the sheet is bandsaw cut for the next step, this particular order was specified as shear cut:

The final product, neatly stack and slowly air cooling:

Many other steps beyond this can be performed here, such as precision flattening, belt finish, descaling, and even precision grinding:
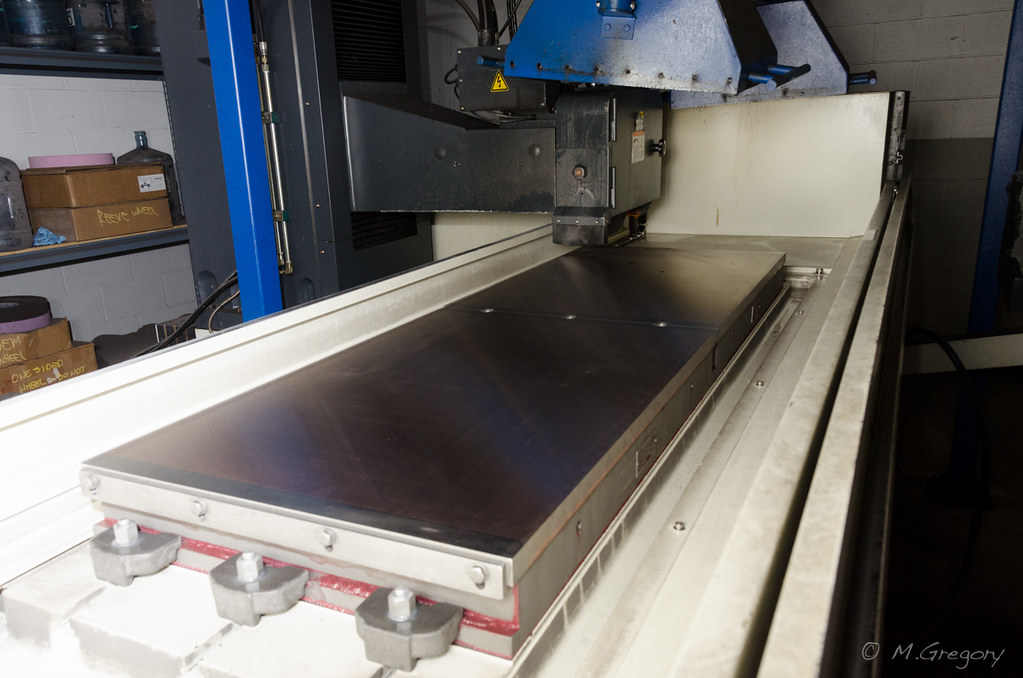
I think I remember Bob saying that the magnetic table on this precision grinder is 20 inches wide!
They also have full waterjet services available, too.

I saved this bit for last - because you really do need to SEE the speed of the precision rolling process, I had the brains to record a quick video of it, from start to finish:
[video=youtube;7Ulmz3zaDQg]https://www.youtube.com/watch?v=7Ulmz3zaDQg[/video]
Hope you enjoyed this, gang!
It begins with a billet. A BIG billet, that comes from the mills of Crucible Steel. They're freighted to Niagara Specialty Metals, and from this point the end products are distributed everywhere else. If it's Crucible CPM Steel, it was rolled here - they're the exclusive rolling mill for Crucible sheet product, which is essentially everything related to the knife industry, and they do work for many other steel mills, as well. Here's Bob standing next to a stack of CPM-S35vn waiting to be cut up and broken down. Oddly enough, he wasn't wearing shorts and an Hawaiian shirt when I got there, despite the temps being a balmy 34 degrees today
:
Next step is the bandsaw, where a section of one of those monster bars is cut off:
Next, it's into the furnace - the BIG furnace. When the door is opened to this one, it is not unlike standing at the gates of hell - you feel the heat emanating from it all the way across the room! A quick glimpse in the peephole shows the 2150 degree temperature inside:
This is the big roller. It's this one that does the power work, taking that thick chunk of steel and progressively breaking it down into a sheet.
The guys had started very early this morning, so by the time I got there the chunk was already looking pretty much like a sheet - a big one, though. this likely weighs in around 150 pounds. A fork truck with a single tine and a hand-truck mounted lever are used to manipulate the sheet in and out of the big furnace:
Once it's balanced on the forklift tine, a set of tongs and some fast footwork bring the sheet to the roller:
...and in it goes!
Moments later, a pair of guys on the other side work a lift and elevate the sheet to the top of the roller, and slide it back on, which sends the sheet back to the original rolling spot to make another pass through:
This continues until a predetermined thickness is achieved, and then it's sent to another building where the smaller, precision roller is.
Smaller kilns are used, here, as well as MUCH lower temperatures. I'm pretty sure Bob said the bulk of the rolling at this stage is done at 1450 degrees. Into the kiln the sheets go:
Here, the sheets are in a far more manageable size and weight, so a hand cart and tongs are all that's necessary:
The roller is preheated to reduce stress on the sheet, as well as maintain proper temps for the rolling process. The entire rolling operation, at this stage, occurs in a single heat, and FAST. In seconds, it's done. Several passes through and then it's off to the measuring table:
There's a chap on the other side of the measuring table, too, and one measurement per side at the same point across is taken, in several locations down the length of the sheet:
If the correct size hasn't been achieved, the sheet will be reheated and go through this last process again, but in all the times I've been to visit, I've never seen it necessary - these guys get it right the first time!
Although some of the sheet is bandsaw cut for the next step, this particular order was specified as shear cut:
The final product, neatly stack and slowly air cooling:
Many other steps beyond this can be performed here, such as precision flattening, belt finish, descaling, and even precision grinding:
I think I remember Bob saying that the magnetic table on this precision grinder is 20 inches wide!
They also have full waterjet services available, too.
I saved this bit for last - because you really do need to SEE the speed of the precision rolling process, I had the brains to record a quick video of it, from start to finish:
[video=youtube;7Ulmz3zaDQg]https://www.youtube.com/watch?v=7Ulmz3zaDQg[/video]
Hope you enjoyed this, gang!
Last edited:
")