Stacy E. Apelt - Bladesmith
ilmarinen - MODERATOR
Moderator
Knifemaker / Craftsman / Service Provider
- Joined
- Aug 20, 2004
- Messages
- 38,472
I am working on a sword for Ashokan, and will be posting a sort of WIP as I go along.
The billet is a composite with left and right twist center panel, and plain edges. The center makes a herringbone pattern. The herringbone is 1084/15n20. The edges are 1084.
Many thanks to Rob "Decker' for doing the build up of this billet.
The tip of a sword with a center panel has to be welded in such a way as to have the edge flow around the center at the tip. This can be done by welding the edge to the core in a long "U", but that can be fraught with problems.
I chose to do a butterfly weld. In such a weld, you make a curved "V" cut in the end of the billet, shaped like the inverse of the tip shape desired. You then forge weld the butterfly into the tip. If all goes well, the edge will flow around the core with little or no visible weld line.
OK, this one came out pretty good. I drew out the end four inches after the weld to make sure it was solid and see how the pattern comes out. I like it. It looks much better than these quick and dirty photos.
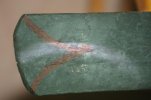
The photos are of:
The butterfly cut out shape drawn in red.
The final tip after a quick sand and etch. The bright line is a scratch.
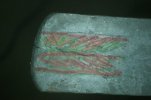
The pattern after the weld marked in red.
The rough billet showing the herringbone in red highlighting.
The billet is a composite with left and right twist center panel, and plain edges. The center makes a herringbone pattern. The herringbone is 1084/15n20. The edges are 1084.
Many thanks to Rob "Decker' for doing the build up of this billet.
The tip of a sword with a center panel has to be welded in such a way as to have the edge flow around the center at the tip. This can be done by welding the edge to the core in a long "U", but that can be fraught with problems.
I chose to do a butterfly weld. In such a weld, you make a curved "V" cut in the end of the billet, shaped like the inverse of the tip shape desired. You then forge weld the butterfly into the tip. If all goes well, the edge will flow around the core with little or no visible weld line.
OK, this one came out pretty good. I drew out the end four inches after the weld to make sure it was solid and see how the pattern comes out. I like it. It looks much better than these quick and dirty photos.
The photos are of:
The butterfly cut out shape drawn in red.
The final tip after a quick sand and etch. The bright line is a scratch.
The pattern after the weld marked in red.
The rough billet showing the herringbone in red highlighting.
Attachments


Last edited:
")

