- Joined
- Feb 25, 2007
- Messages
- 934
I am new to this game and I am going to try my hand at a rather large project. ( For me at least)
Of the two which do you feel is a more forgiving steel during heat treating for a new knifemaker.
If you could include your reasoning with the answer it would be appreciated. I am trying to learn and not just be dependant on asking questions.
Oh yeah this will be stock removal.
Thank you in advance
Paul
Of the two which do you feel is a more forgiving steel during heat treating for a new knifemaker.
If you could include your reasoning with the answer it would be appreciated. I am trying to learn and not just be dependant on asking questions.
Oh yeah this will be stock removal.
Thank you in advance
Paul
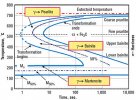
") . After playing with 1095 and reading and understanding the Fundamentals of Metallurgy I would say you have plenty of time to do 1095 if you are prepared and have the proper quench medium. I discovered you don't have to get from the oven the the quench in the blink of an eye. Although I don't have to book at hand (lent to co worker) . Here are the approx numbers. Yes you have to get it to about 1500, but once there the time from 1500 to about 1350 is not to critical the carbon is in solution the time from 1350 to about 800 is very critical. You have about .9 seconds so you best have water or a very fast oil and enough of it. Unless you are in Antarctica you have a several seconds to get to the quench and once there it shouldn't take long for a good quench to take the business parts of a blank thats ground to a proper shape from 1350-800 and from there to hand holding warm you have plenty of time
. After playing with 1095 and reading and understanding the Fundamentals of Metallurgy I would say you have plenty of time to do 1095 if you are prepared and have the proper quench medium. I discovered you don't have to get from the oven the the quench in the blink of an eye. Although I don't have to book at hand (lent to co worker) . Here are the approx numbers. Yes you have to get it to about 1500, but once there the time from 1500 to about 1350 is not to critical the carbon is in solution the time from 1350 to about 800 is very critical. You have about .9 seconds so you best have water or a very fast oil and enough of it. Unless you are in Antarctica you have a several seconds to get to the quench and once there it shouldn't take long for a good quench to take the business parts of a blank thats ground to a proper shape from 1350-800 and from there to hand holding warm you have plenty of time