Did not get to work on the press last weekend due to one son graduating from high school and my other son turning 21. Boy... it was a big weekend. Got a few hours in his weekend.
Started in on the electronics that will control the press. Here are some of the basics I wanted to handle when designing the controls.
1. Want main power switch to power control box.
2. Need ability to turn the press on or off with Start/Stop push buttons.
3. Ability to switch between Manual and Automatic mode, controlled by foot pedals.
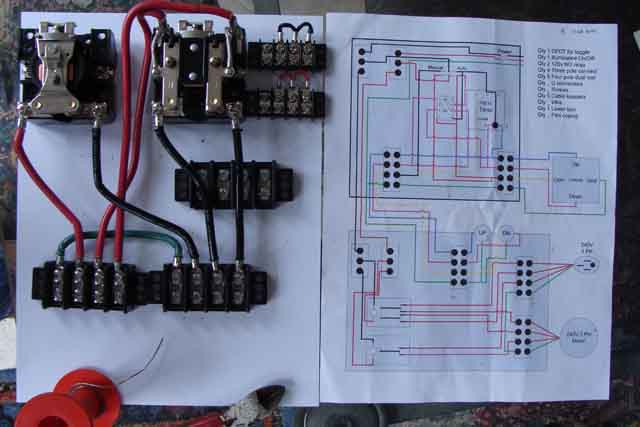
This picture shows my wiring schematic on the right. On the left is the start of the switching that will turn the 3 phase motor on and off. These components will be housed in their own box directly under the press.
Wires, wires, wires... Here I've fabricated a box to hold the electrical components that will control the press function. Upper right is the main control box power switch, upper left is a fuse holder, center toggle will switch between manual and automatic mode, lower right is the obvious off/on buttons, lower left is the timer that will control ram reciprocation timing when in automatic mode.
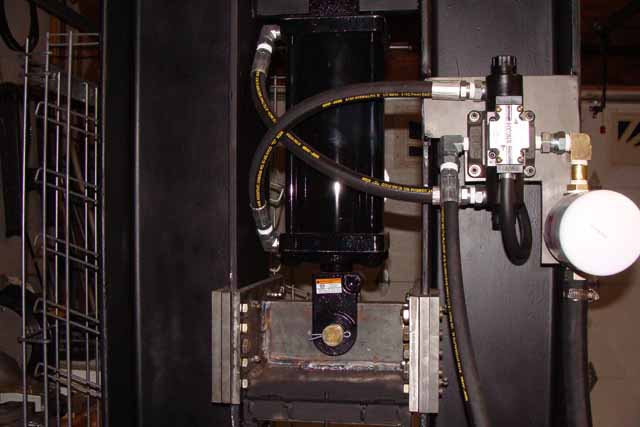
Last pic shows the hydraulic solenoid on the back of the press, all wired up. Now just need to finish the control boxes.
Eric
")









 :thumbup:
:thumbup: