- Joined
- Aug 28, 2019
- Messages
- 1,665
So, i wasn’t satisfied with the unevenness of the washers due to hand sanding. So, i will do it, professionally. Took the washers to my job and ground it on my surface grinder.
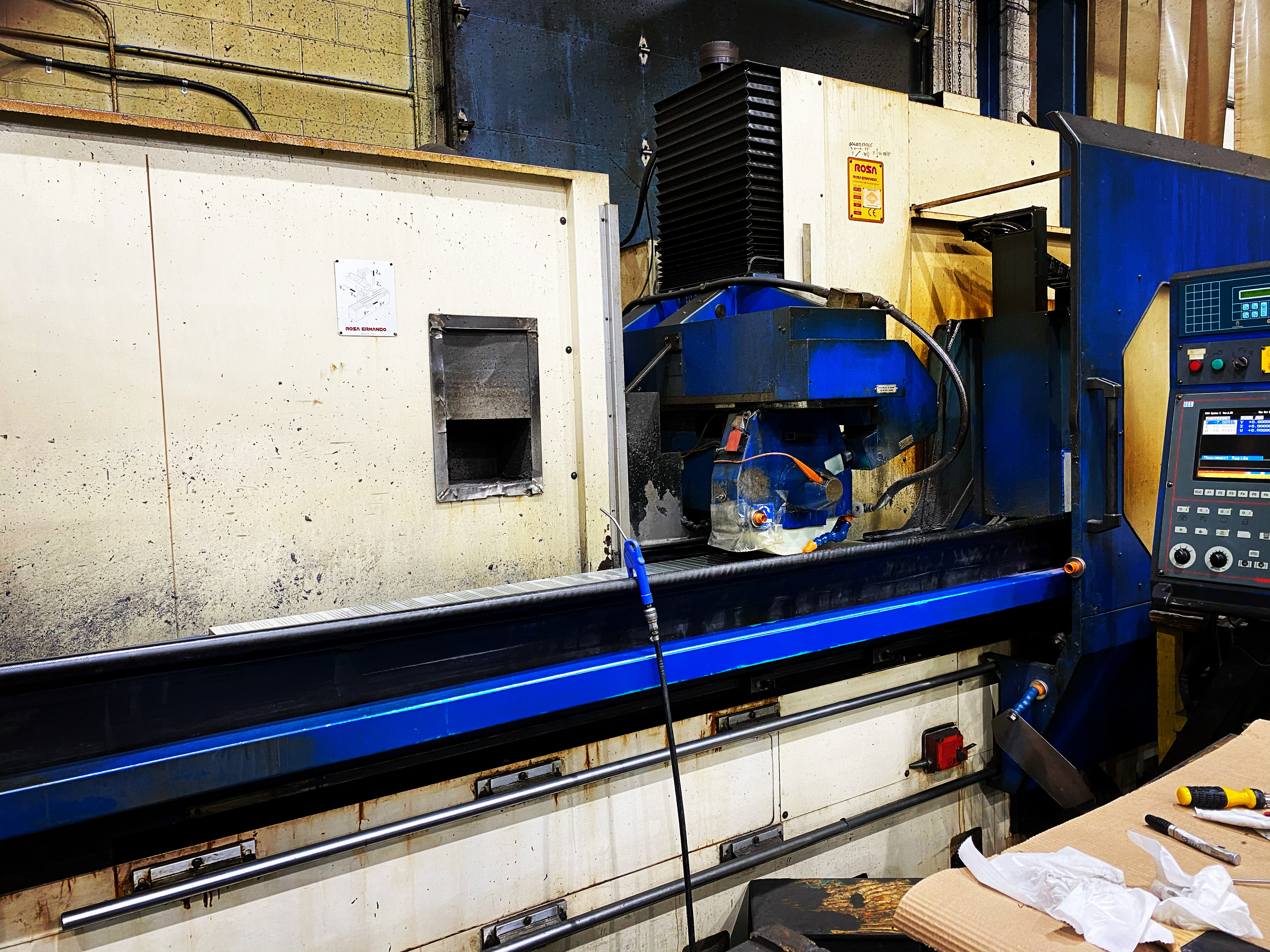
I, then, fix the washer onto a fixture to grind it off, since its non-magnetic, it wouldn’t hold on my magchuck table.
Then, proceed to grind.
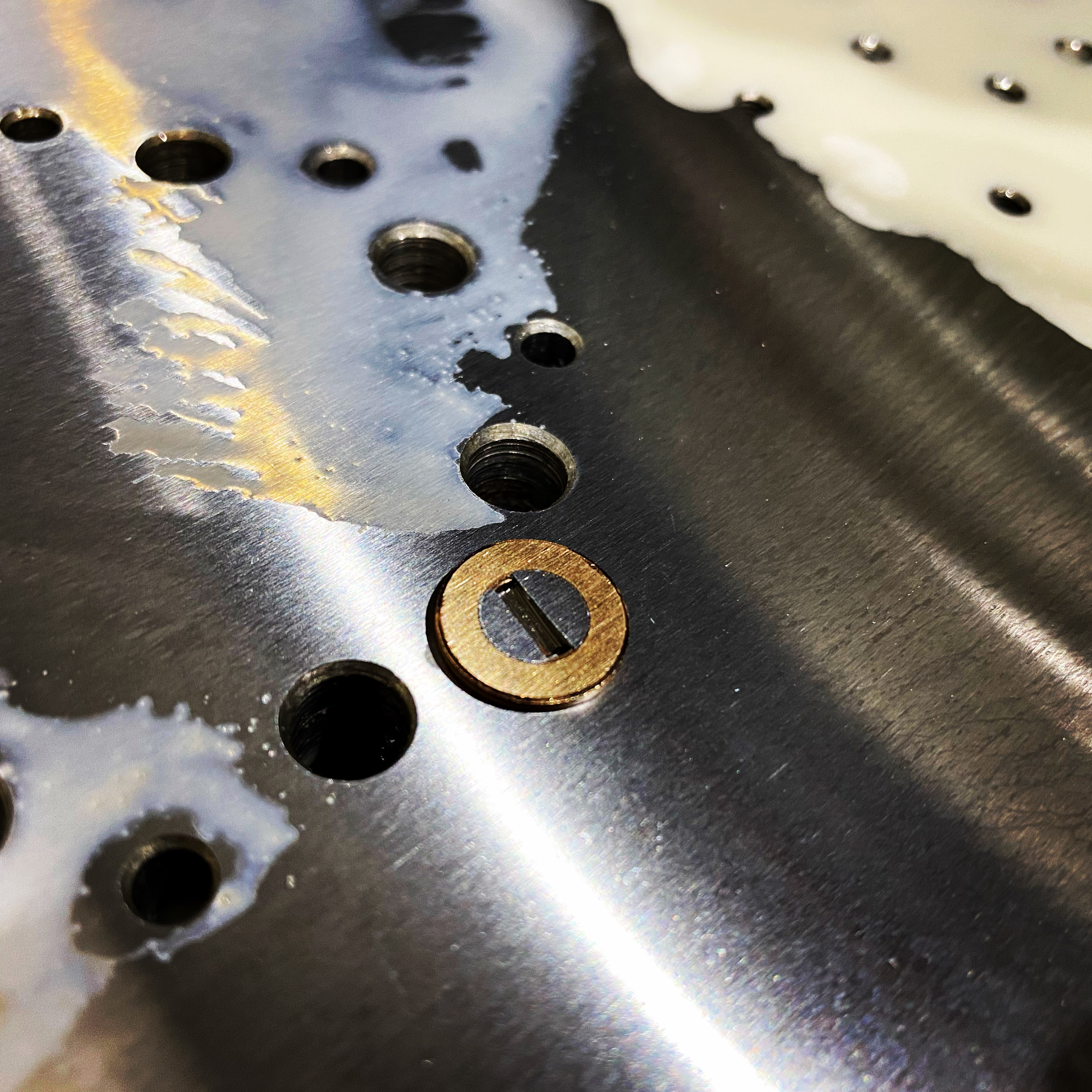
The tolerance, when i sanded at home was inaccurate with a cheap caliper. The true tolerance with a 0-1 micrometer, are:
0.0052" -0.0002"

and
0.0486" -0.0002"

Overall, im satisfied. It now has the tolerance of a CRK with tuned washers on both side.



Last edited:
















")










