Hi stitchawl,
I was talking to Singularity35 recently, and he made the same point. He suggested we separate knife geometry from cutting performance. He thought we should use the following informal definitions:
(1) _Sharpness_ is a function of only geometry. It is the "quality" of knife apex.
Maybe includes how pointy the apex is, maybe includes how smooth it is.
(2) _Cutting Ability_ or _Cutting Performance_ is how well the performs in cutting tests.
You can perform cutting tests and know nothing about the knife's geometry.
Exactly what is a "good cutting test" isn't clear, so that's where the definition is informal, but still useful I think.
Thanks to singularity35 for this suggestion.
Returning to your question, Stitchawl, it is a very good one. I think ideally, we would like a test where we perform the following steps:
(1) The knife is first photographed at the naked-eye _and_ the microscope level.
(2) Tested for cutting performance.
(3) The knife edge is photographed again after cutting tests, at the microscopic level.
So far, I only know of one tester who has performed (2) and (3), and I know of zero tests which have done (1),(2), and (3). Of course that doesn't mean they aren't out there... I only frequent BladeForums.com, KnifeForums.com, Spyderco.com forums, WickedEdgeUSA.com forums, and the HypeFreeBlades.com forums. I know almost nothing about the shaving community, and virtually nothing about the wood-working community.
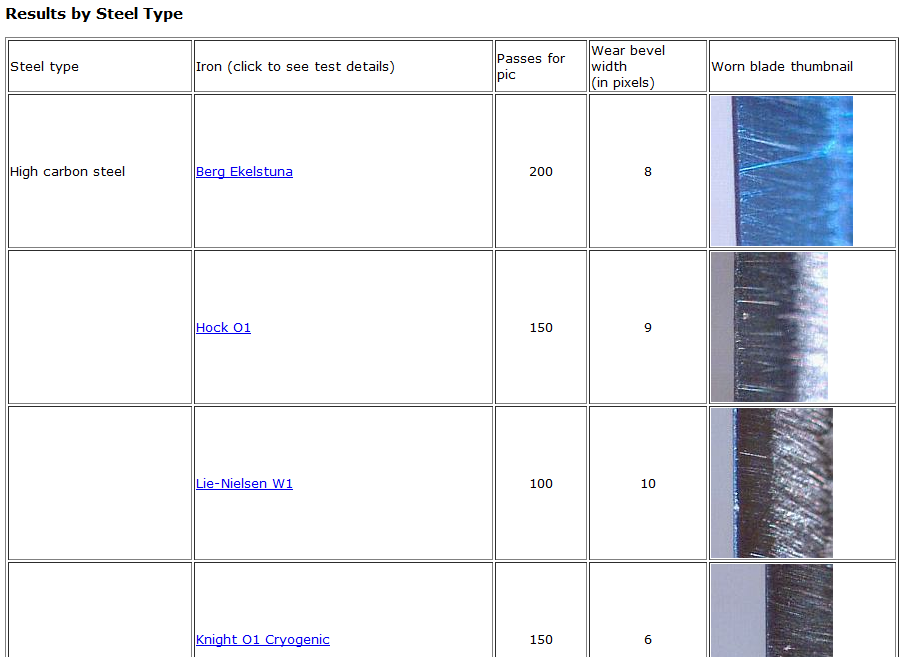
The single tester, that I'm aware of, who has done (2) and (3) is Brent's Sharpening Pages:
http://www3.telus.net/BrentBeach/Sharpen/bladetest.html
I haven't looked at Brent's results in detail, but it may be worth doing so. I do wish he had microscope photos of the edges before tests. Even Prof. Verhoeven only sharpened and photographed his knife edges; he did not do any cutting tests in his technical report,_Experiments on Knife Sharpening_.
I think the problem is that it is a huge amount of work just to do (2) not to mention (1) and (3). Sharpening, photographing, microscoping, testing, and then re-photographing and re-microscoping, well... even for just one knife, could easily take hours. And then to do variations to see effects of different sharpening techniques, along with experimental controls, etc. and very soon you are literally talking about so many man-hours that it would fill days and weeks.
Maybe what we need is an army of machines or robots who can precisely, consistently sharpen, microscope, and test knife performance. ^_^;
Because of issue of different setups and technique, etc., I'm not sure how we could parallelize testing among ourselves to combine results. In practice, that seems extremely difficult to do with good consistency (ie: reproducible results). If you have any thoughts about how to attack this problem, that would be great. Like you, I wish to know how much good microscopic geometry of the knife edge affects knife cutting performance.
Sincerely,
--Lagrangian








")